橡胶圈自动安装设备的制作方法
本技术涉及自动化,具体为橡胶圈自动安装设备。
背景技术:
1、机械装配自动化是指在机械装配过程中,基础件和装配件的传送、给料和装配作业可部分地或全部地实现半自动化或自动化。
2、现有的橡胶圈在进行装配过程中虽然实现了全自动化操作,但不同的自动化结构之间有时会出现差速,从而导致零件存在漏装的情况;因此,不满足现有的需求,对此提出了橡胶圈自动安装设备。
技术实现思路
1、本实用新型的目的在于提供橡胶圈自动安装设备,重力撑杆可以适配不同的产品重量,合格的产品会导致筛料板翻转角度增大,而未合格的产品对筛料板的形成的压力小于合格产品,此时筛料板的翻转角度就会缩小,进而完成筛分操作,这样可以及时地发现未装配完整的产品,可以解决现有技术中的问题。
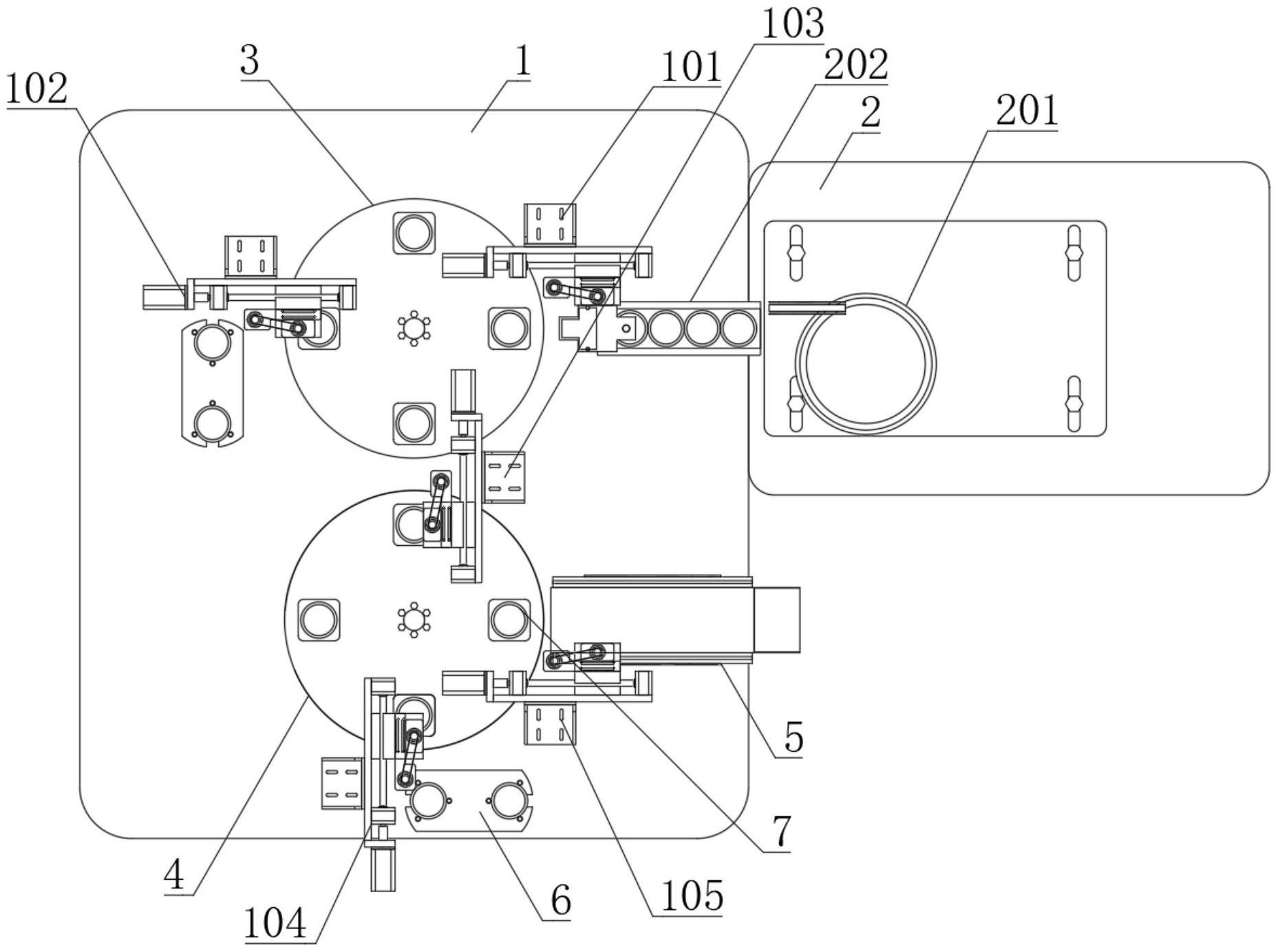
2、为实现上述目的,本实用新型提供如下技术方案:橡胶圈自动安装设备,包括装配平台和上料平台,还包括第一转盘和第二转盘,其设置于装配平台的上方,所述上料平台的上方设置有振料盘,振料盘的上方设置有直振上料架,所述直振上料架的一端延伸至第一转盘的一侧,所述第一转盘与第二转盘之间设置有中转机械爪,所述第一转盘与直振上料架的一侧设置有第二机械上料爪,第二机械上料爪相对的一侧设置有第一机械上料爪,所述第二转盘的一侧设置有下料传送架,下料传送架的一侧设置有下料机械爪,所述下料机械爪的一侧设置有第三机械上料爪。
3、优选的,所述第一机械上料爪和第三机械上料爪的一侧设置有料仓结构,所述第二转盘的上方设置有胶体环圈,胶体环圈包括罩圈、pc环和橡胶圈。
4、优选的,所述料仓结构的外表面设置有置料槽,置料槽的内部设置有料盘,所述置料槽的四周均设置有夹杆,夹杆与置料槽滑动连接。
5、优选的,所述置料槽的底部设置有丝杆电机,料盘通过丝杆电机与置料槽伸缩连接。
6、优选的,所述下料传送架的外表面设置有传送带,传送带与下料传送架转动连接,所述下料传送架的一端设置有筛料板。
7、优选的,所述筛料板的两侧均设置有重力撑杆,重力撑杆与筛料板通过卡槽连接,所述重力撑杆的一端设置有扭矩弹簧,重力撑杆通过扭矩弹簧与下料传送架转动连接。
8、与现有技术相比,本实用新型的有益效果是:
9、本实用新型,重力撑杆用于连接的扭矩弹簧可以进行更换调节,这样可以适配不同的产品重量,胶体环圈通过下料传送架进行输送时,完整装配的下料传送架的重量要高于未完整装配的下料传送架,此时胶体环圈落在筛料板上,合格的产品会导致筛料板翻转角度增大,而未合格的产品对筛料板的形成的压力小于合格产品,此时筛料板的翻转角度就会缩小,进而完成筛分操作,这样可以及时地发现未装配完整的胶体环圈,保障成品合格率。
技术特征:
1.橡胶圈自动安装设备,包括装配平台(1)和上料平台(2),其特征在于;
2.根据权利要求1所述的橡胶圈自动安装设备,其特征在于:所述第一机械上料爪(102)和第三机械上料爪(104)的一侧设置有料仓结构(6),所述第二转盘(4)的上方设置有胶体环圈(7),胶体环圈(7)包括罩圈(701)、pc环(702)和橡胶圈(703)。
3.根据权利要求2所述的橡胶圈自动安装设备,其特征在于:所述料仓结构(6)的外表面设置有置料槽(601),置料槽(601)的内部设置有料盘(602),所述置料槽(601)的四周均设置有夹杆(603),夹杆(603)与置料槽(601)滑动连接。
4.根据权利要求3所述的橡胶圈自动安装设备,其特征在于:所述置料槽(601)的底部设置有丝杆电机(604),料盘(602)通过丝杆电机(604)与置料槽(601)伸缩连接。
5.根据权利要求1所述的橡胶圈自动安装设备,其特征在于:所述下料传送架(5)的外表面设置有传送带(501),传送带(501)与下料传送架(5)转动连接,所述下料传送架(5)的一端设置有筛料板(503)。
6.根据权利要求5所述的橡胶圈自动安装设备,其特征在于:所述筛料板(503)的两侧均设置有重力撑杆(502),重力撑杆(502)与筛料板(503)通过卡槽连接,所述重力撑杆(502)的一端设置有扭矩弹簧(5021),重力撑杆(502)通过扭矩弹簧(5021)与下料传送架(5)转动连接。
技术总结
本技术公开了橡胶圈自动安装设备,属于自动化技术领域。橡胶圈自动安装设备,包括装配平台和上料平台,还包括第一转盘和第二转盘,其设置于装配平台的上方,所述上料平台的上方设置有振料盘,振料盘的上方设置有直振上料架,所述直振上料架的一端延伸至第一转盘的一侧。为解决橡胶圈在进行装配过程中虽然实现了全自动化操作,但不同的自动化结构之间有时会出现差速,从而导致零件存在漏装的问题,重力撑杆可以适配不同的产品重量,合格的产品会导致筛料板翻转角度增大,而未合格的产品对筛料板的形成的压力小于合格产品,此时筛料板的翻转角度就会缩小,进而完成筛分操作,这样可以及时地发现未装配完整的产品。
技术研发人员:程世伦,成峰,邢凯,贾莹莹
受保护的技术使用者:马鞍山市亿格仪表有限公司
技术研发日:20230607
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!