一种定位焊接机构的制作方法
本申请涉及机械设备的,尤其是涉及一种定位焊接机构。
背景技术:
1、配件成圆环薄片状结构,管状工件为圆柱状空心结构,需要将管状工件垂直放置到圆环配件的内圈上对管状工件的一端与圆环配件进行焊接。
2、目前,在将管状工件与圆环配件配合在一起进行焊接时,管状工件与圆环配件之间的垂直度难以保证,以至于管状工件与圆环配件之间的焊接效果较差,因此需要改进。
技术实现思路
1、为了使得管状工件与圆环配件之间的焊接效果较好,本申请提供一种定位焊接机构。
2、本申请提供一种定位焊接机构,采用如下的技术方案:
3、一种定位焊接机构,包括安装台、气缸、延伸件以及抵接件;
4、安装台台面平整设置,安装台上开设有穿孔,气缸的活塞杆穿过穿孔与安装台滑动连接;
5、延伸件连接于气缸活塞杆远离气缸本体的一端,延伸件包括延伸部与抵压部,抵压部设置于延伸部长度方向的一端且抵压部的外径大于延伸部的外径;
6、抵接件上开设有穿槽,且穿槽沿抵接件直径方向贯穿抵接件一侧,穿槽的直径小于抵压部的外径。
7、通过采用上述技术方案,气缸的活塞缸用于套设管状工件与圆环配件,将圆环配件与管状工件套设于气缸的活塞缸上并放置于安装台上,管状工件放置于圆环配件的内圈中;抵接件用于抵接管状工件远离安装台一端的端部,抵接件通过穿槽套设于延伸部并放置于管状工件远离安装台的端面上;抵压部用于抵压抵接件,气缸活塞缸对圆环配件与管状工件进行定位后,气缸驱使抵压部抵接于抵接件上以对管状工件产生重力压制,使得能够较好地保证管状工件与圆环配件的垂直度,以至于能够达到管状工件与圆环配件之间焊接效果较佳的目的。
8、可选的,抵压部沿抵压部至靠近延伸部一端的周侧倾斜切割形成插接部,穿槽的直径沿抵接件垂直于直径的方向逐渐缩小与抵压部配合设置。
9、通过采用上述技术方案,通过插接部的设置,使得气缸驱使抵压部抵压与抵接件上时,插接部置于穿槽内,抵压部能够更稳定地对抵接件进行抵接,使得能够更好地对管状工件进行重力压制。
10、可选的,还包括限位座,限位座安装于安装台上,限位座的端面平整设置,限位座上开设有安装孔以及放置槽;
11、安装孔沿限位座的高度穿设限位座,安装孔与穿孔的中轴线处于同一直线上;放置槽的槽口朝向限位座背离安装台的一侧。
12、通过采用上述技术方案,将圆环配件放置于放置槽内,限位座对圆环配件起到限位的作用,使得圆环配件与管状工件在套设于气缸活塞杆上时,能够更好地被定位,使得圆环配件与管状工件能够更好地贴合,同时由于抵压部通过气缸对管状工件产生的重力压制,保证管状工件垂直度的情况下更好地使得管状工件与圆环配件之间充分贴合焊接,以至于能够使得管状工件与圆环配件之间的焊接效果较好。
13、可选的,还包括限位件,限位件连接于抵接件的端面上,且限位件开设有限位槽,限位槽与穿槽相互贯通;当抵接件套设于延伸件上放置于管状工件上时,限位件置于管状工件内,且限位件的外周侧与管状工件的内周侧贴合设置。
14、通过采用上述技术方案,通过限位件的设置,使得抵接件与管状工件配合时,通过气缸驱使延伸件的抵压部对管状工件进行重力压制时,抵接件能够更准确地对管状工件进行压制,使得管状工件与圆环配件之间的垂直度更加准确。
15、可选的,还包括固定组件,固定组件用于固定预设的圆环配件。
16、通过采用上述技术方案,通过固定组件对圆环配件进行固定,使得圆环配件能够更好地与管状工件配合,以至于圆环配件与管状工件之间的焊接效果能够更好。
17、可选的,固定组件包括固定件与配合件,配合件为配合螺栓,配合螺栓穿设固定件与安装台螺纹连接。
18、通过采用上述技术方案,当需要对圆环配件进行固定的时候,将固定件转动至圆环配件的上方,通过配合螺栓使固定件靠近圆环配件并对圆环配件进行抵压固定。
19、可选的,还包括固定座,固定座设置于安装台上,固定座在安装台上的安装高度与限位座在安装台上的安装高度相同,配合螺栓依次穿设固定件、固定座并与安装台螺纹连接。
20、通过采用上述技术方案,当固定件转动至抵压圆环配件时,固定座与配合螺栓配合对固定件进行限位,使得固定件能够更好地对圆环配件进行抵接。
21、可选的,固定组件设置至少两组,多组固定组件之间间隔设置。
22、通过采用上述技术方案,通过多组固定组件的设置,使得固定组件对圆环配件进行固定的时候,能够对圆环配件产生平衡抵压,使得圆环配件的各个方向能够更好地被固定。
23、综上所述,本申请包括以下至少一种有益效果:
24、1. 气缸的活塞缸用于套设管状工件与圆环配件,将圆环配件与管状工件套设于气缸的活塞缸上并放置于安装台上,管状工件放置于圆环配件的内圈中;抵接件用于抵接管状工件远离安装台一端的端部,抵接件通过穿槽套设于延伸部并放置于管状工件远离安装台的端面上;抵压部用于抵压抵接件,气缸驱动活塞缸使抵压部抵接于抵接件上以对管状工件产生重力压制,使得能够较好地保证管状工件与圆环配件的垂直度,以至于能够达到管状工件与圆环配件之间焊接效果较佳的目的;
25、2. 通过插接部的设置,使得气缸驱使抵压部抵压与抵接件上时,插接部置于穿槽内,抵压部能够更稳定地对抵接件进行抵接,使得能够更好地对管状工件进行重力压制。
技术特征:
1.一种定位焊接机构,其特征在于:包括安装台(100)、气缸(200)、延伸件(300)以及抵接件(400);
2.根据权利要求1所述的一种定位焊接机构,其特征在于:所述抵压部(320)沿所述抵压部(320)至靠近所述延伸部(310)一端的周侧倾斜切割形成插接部(201),所述穿槽(410)的直径沿所述抵接件(400)垂直于直径的方向逐渐缩小与所述抵压部(320)配合设置。
3.根据权利要求1或2所述的一种定位焊接机构,其特征在于:还包括限位件(500),所述限位件(500)连接于所述抵接件(400)的端面上,且所述限位件(500)开设有限位槽(510),所述限位槽(510)与所述穿槽(410)相互贯通;当所述抵接件(400)套设于所述延伸件(300)上放置于管状工件上时,所述限位件(500)置于管状工件内,且所述限位件(500)的外周侧与管状工件的内周侧贴合设置。
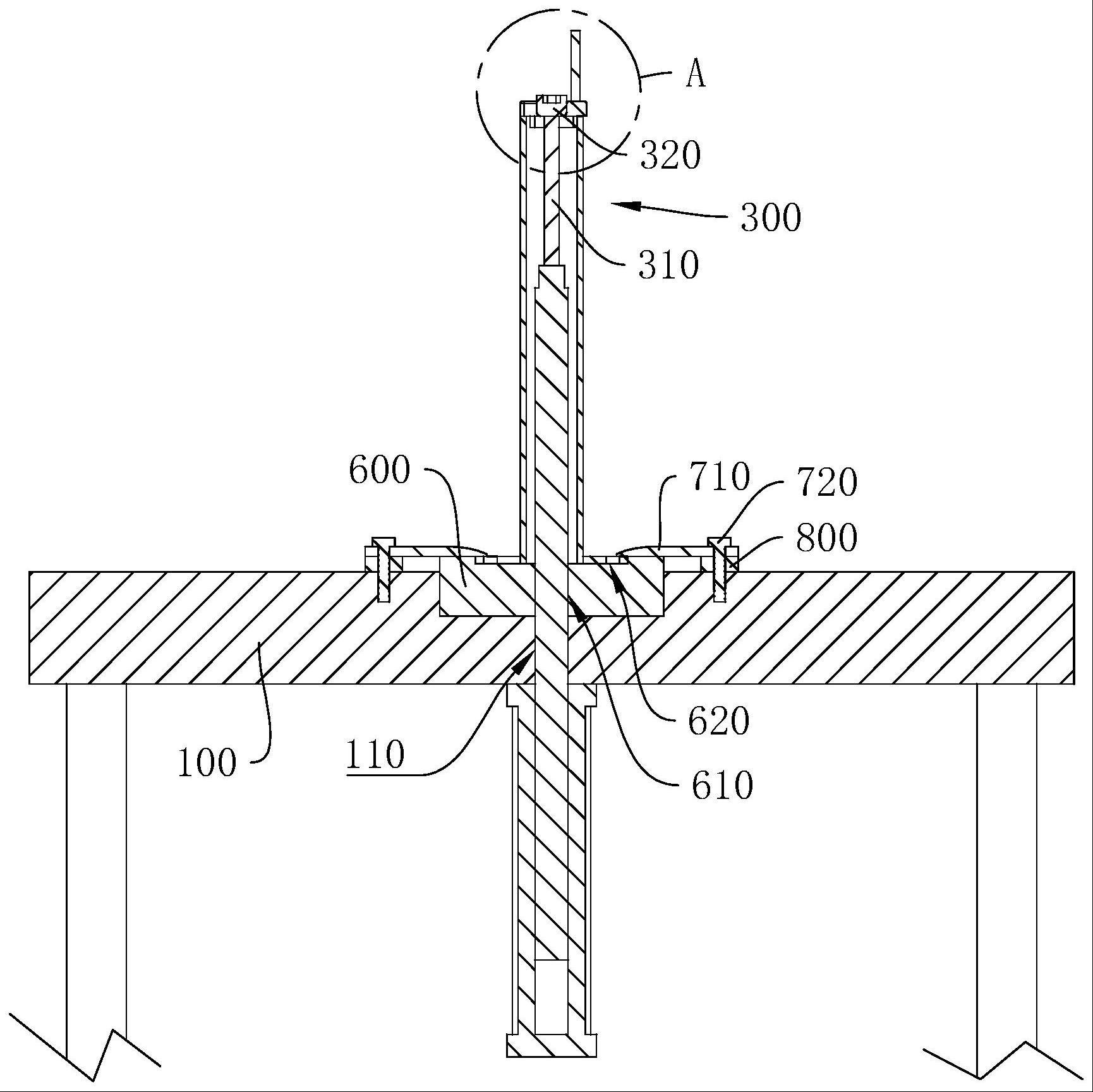
4.根据权利要求1所述的一种定位焊接机构,其特征在于:还包括限位座(600),所述限位座(600)安装于所述安装台(100)上,所述限位座(600)的端面平整设置,所述限位座(600)上开设有安装孔(610)以及放置槽(620);
5.根据权利要求4所述的一种定位焊接机构,其特征在于:还包括固定组件(700),所述固定组件(700)用于固定预设的圆环配件。
6.根据权利要求5所述的一种定位焊接机构,其特征在于:所述固定组件(700)包括固定件(710)与配合件(720),所述配合件(720)为配合螺栓,配合螺栓穿设所述固定件(710)与所述安装台(100)螺纹连接。
7.根据权利要求6所述的一种定位焊接机构,其特征在于:还包括固定座(800),所述固定座(800)设置于所述安装台(100)上,所述固定座(800)在所述安装台(100)上的安装高度与所述限位座(600)在所述安装台(100)上的安装高度相同,配合螺栓依次穿设所述固定件(710)、所述固定座(800)并与所述安装台(100)螺纹连接。
8.根据权利要求5或7所述的一种定位焊接机构,其特征在于:所述固定组件(700)设置至少两组,多组所述固定组件(700)之间间隔设置。
技术总结
本申请涉及机械设备领域,提供了一种定位焊接机构,包括:安装台、气缸、延伸件以及抵接件;安装台台面平整设置,安装台上开设有穿孔,气缸的活塞杆穿过穿孔与穿孔滑动连接;延伸件连接于气缸活塞杆远离气缸本体的一端,延伸件包括延伸部与抵压部,抵压部设置于延伸部长度方向的一端且抵压部的外径大于延伸部的外径;抵接件上开设有穿槽,且穿槽沿抵接件直径方向贯穿抵接件一侧,穿槽的直径小于抵压部的外径,可以解决圆环配件与管状工件焊接效果较差的问题。
技术研发人员:邱尔清
受保护的技术使用者:厦门华普胜钣金制造有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!