一种后处理器装置进出气管的法兰焊接定位装置的制作方法
本技术涉及尾气后处理装置的生产辅助设备,具体涉及一种后处理器装置进出气管的法兰焊接定位装置。
背景技术:
1、如公开号为cn211975142u、cn215521032u的专利中,均公开了一种尾气后处理装置的进气管,进气管上为了方便连接与外部设备连接,也需要焊接法兰。考虑到dpf直管组件适配不同厂家时,会出现非常多的变形产品,会出现变形产品的部件首先集中在法兰,不同厂家会采用不同的法兰结构,包括三角法兰、方形法兰以及圆形法兰,当前缺少可用的焊接辅助设备去实现进出气管与法兰的焊接定位,也有一些工装往往只能适配某种特定式样的法兰,而针对不同的式样的法兰分别设计焊接辅助设备徒增成本。
技术实现思路
1、针对上述问题,本实用新型提供了一种后处理器装置进出气管的法兰焊接定位装置,可以适用于多种变形产品的法兰与进出气管的焊接,降低了生产成本,提升了焊接效率。
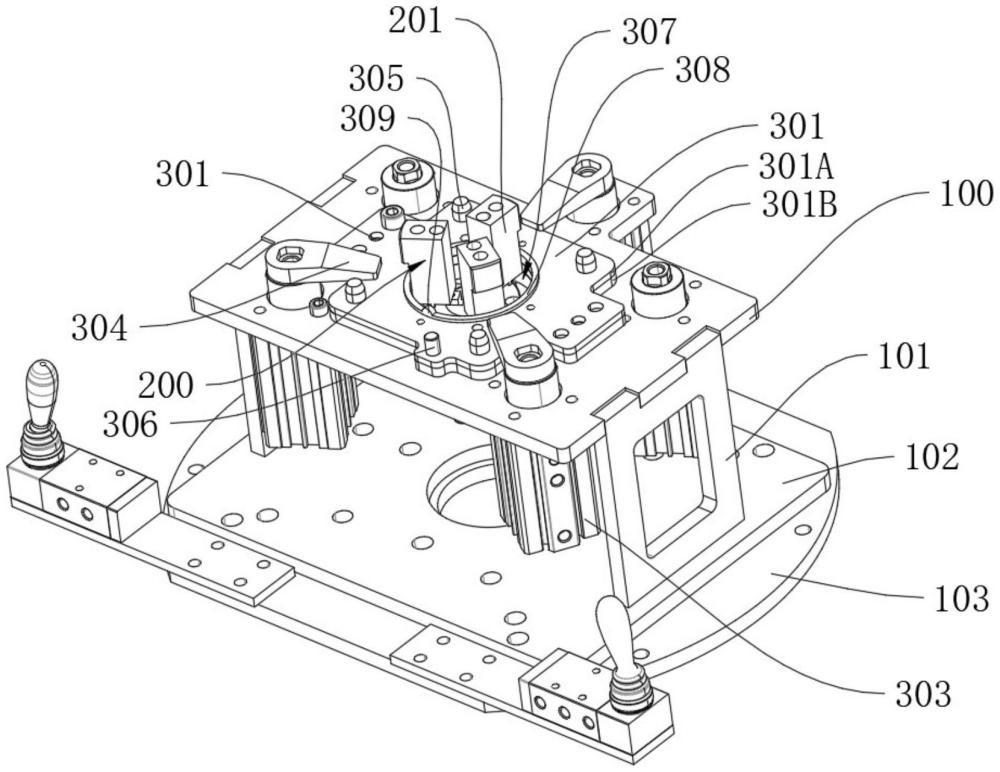
2、其技术方案是这样:一种后处理器装置进出气管的法兰焊接定位装置,包括定位平台,所述定位平台上设有进出气管定位组件,所述进出气管定位组件包括夹紧气缸,所述夹紧气缸能够夹持进出气管将所述进出气管固定在所述定位平台上,其特征在于:还包括:
3、法兰定位组件;所述法兰定位组件包括法兰定位换型模块,所述法兰定位换型模块和定位平台上分别设有定位孔,所述法兰定位换型模块通过螺栓与定位孔配合,可拆卸地安装在所述定位平台上,法兰定位在所述法兰定位换型模块上,所述法兰定位组件还包括位于所述法兰定位换型模块外侧的旋转气缸,所述旋转气缸的活塞杆的前端连接有气缸压块,所述旋转气缸能够气缸压块将法兰压装在所述法兰定位换型模块上。
4、进一步的,所述法兰定位换型模块上设有定位销,所述定位销与法兰的法兰安装孔配合对法兰进行定位。
5、进一步的,所述旋转气缸至少设有三个,所述旋转气缸间隔布置在所述法兰定位换型模块的四周。
6、进一步的,所述气缸压块上连接有防焊渣板,所述防焊渣板具有与所述法兰的外壁相适配的仿形部,所述旋转气缸能够驱动所述防焊渣板转动,使得防焊渣板仿形部围挡在所述法兰的外周上。
7、进一步的,所述法兰定位换型模块上对应所述法兰的工艺缺口设有防错销。
8、进一步的,所述法兰定位换型模块上对应所述夹紧气缸设有避让孔,所述避让孔的边缘上对应所述进出气管的管壁设有进出气管支撑圈,所述支撑圈上对应所述进出气管的工艺缺口设有定位凸起。
9、进一步的,所述夹紧气缸采用三爪气缸,所述进出气管套装在所述夹紧气缸上,夹紧气缸控制三个卡爪的运动对所述进出气管的夹紧或释放。
10、进一步的,所述法兰定位换型模块上对应圆形法兰设置有环形定位圈,所述环形定位圈通过销钉固定在所述法兰定位换型模块上,所述环形定位圈的内径与圆形法兰的底部台阶相适配,所述环形定位圈与所述进出气管支撑圈间隙配合。
11、进一步的,所述定位平台通过竖板支撑在第一底板上,第一底板的下端还设置第二底板,所述第一底板和所述第二底板上分别对应设置有安装孔,所述第一底板上安装孔的孔径大于所述第二底板上安装孔的孔径。
12、进一步的,所述法兰定位换型模块包括上下叠放设置的法兰底板和连接过渡板,所述法兰底板和连接过渡板受所述定位销的定位大头限位固定到一起,所述定位销底部与过渡板焊接连接。
13、本实用新型的后处理器装置进出气管的法兰焊接定位装置,通过设置可拆卸的法兰定位换型模块来适配不同式样的法兰,法兰定位换型模块可以配合定位平台上的旋转气缸对进出气管进行定位,焊接定位装置同时兼容多种样式的法兰,兼容了方形、三角和圆形三种样式法兰;通过保留定位平台,仅需替换法兰定位换型模块以达到兼容的目的,对于焊接加工过程的中进出气管需定位夹紧的问题,设计夹紧气缸在进出气管内侧,夹紧自动定心,减少了焊接工装的数量节约制造成本。
技术特征:
1.一种后处理器装置进出气管的法兰焊接定位装置,包括定位平台,所述定位平台上设有进出气管定位组件,所述进出气管定位组件包括夹紧气缸,所述夹紧气缸能够夹持进出气管将所述进出气管固定在所述定位平台上,其特征在于:还包括:
2.根据权利要求1所述的一种后处理器装置进出气管的法兰焊接定位装置,其特征在于:所述法兰定位换型模块上设有定位销,所述定位销与法兰的法兰安装孔配合对法兰进行定位。
3.根据权利要求1所述的一种后处理器装置进出气管的法兰焊接定位装置,其特征在于:所述旋转气缸至少设有三个,所述旋转气缸间隔布置在所述法兰定位换型模块的四周。
4.根据权利要求1所述的一种后处理器装置进出气管的法兰焊接定位装置,其特征在于:所述气缸压块上连接有防焊渣板,所述防焊渣板具有与所述法兰的外壁相适配的仿形部,所述旋转气缸能够驱动所述防焊渣板转动,使得防焊渣板仿形部围挡在所述法兰的外周上。
5.根据权利要求1所述的一种后处理器装置进出气管的法兰焊接定位装置,其特征在于:所述法兰定位换型模块上对应所述法兰的工艺缺口设有防错销。
6.根据权利要求1所述的一种后处理器装置进出气管的法兰焊接定位装置,其特征在于:所述法兰定位换型模块上对应所述夹紧气缸设有避让孔,所述避让孔的边缘上对应所述进出气管的管壁设有进出气管支撑圈,所述支撑圈上对应所述进出气管的工艺缺口设有定位凸起。
7.根据权利要求1所述的一种后处理器装置进出气管的法兰焊接定位装置,其特征在于:所述夹紧气缸采用三爪气缸,所述进出气管套装在所述夹紧气缸上,夹紧气缸控制三个卡爪的运动对所述进出气管的夹紧或释放。
8.根据权利要求6所述的一种后处理器装置进出气管的法兰焊接定位装置,其特征在于:所述法兰定位换型模块上对应圆形法兰设置有环形定位圈,所述环形定位圈通过销钉固定在所述法兰定位换型模块上,所述环形定位圈的内径与圆形法兰的底部台阶相适配,所述环形定位圈与所述进出气管支撑圈间隙配合。
9.根据权利要求1所述的一种后处理器装置进出气管的法兰焊接定位装置,其特征在于:所述定位平台通过竖板支撑在第一底板上,第一底板的下端还设置第二底板,所述第一底板和所述第二底板上分别对应设置有安装孔,所述第一底板上安装孔的孔径大于所述第二底板上安装孔的孔径。
10.根据权利要求2所述的一种后处理器装置进出气管的法兰焊接定位装置,其特征在于:所述法兰定位换型模块包括上下叠放设置的法兰底板和连接过渡板,所述法兰底板和连接过渡板受所述定位销的定位大头限位固定到一起,所述定位销底部与过渡板焊接连接。
技术总结
本技术提供了一种后处理器装置进出气管的法兰焊接定位装置,可以适用于多种变形产品的法兰与进出气管的焊接,降低了生产成本,提升了焊接效率,包括定位平台,所述定位平台上设有进出气管定位组件,还包括法兰定位组件;所述法兰定位组件包括法兰定位换型模块,所述法兰定位换型模块和定位平台上分别设有定位孔,所述法兰定位换型模块通过螺栓与定位孔配合,可拆卸地安装在所述定位平台上,法兰定位在所述法兰定位换型模块上,所述法兰定位组件还包括位于所述法兰定位换型模块外侧的旋转气缸,所述旋转气缸的活塞杆的前端连接有气缸压块,所述旋转气缸能够气缸压块将法兰压装在所述法兰定位换型模块上。
技术研发人员:刘聪,王锦,陆宁,王崇
受保护的技术使用者:无锡恒和环保科技有限公司
技术研发日:20230609
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!