一种用于汽车锻件的塑型装置的制作方法
本技术涉及汽车配件的,特别是涉及一种用于汽车锻件的塑型装置。
背景技术:
1、锻件是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性,在零部件的现实使用中,一个正确的设计能使颗粒流在主压力的方向,锻件需要每片都是一致的,没有任何多孔性、多余空间、内含物或其他的瑕疵。
2、现有技术中,公告号为cn217701308u的专利文件,其公开了一种用于汽车锻件的塑型装置,包括底座以及支撑架,所述底座表面设有成型腔,所述支撑架通过伸缩杆连接有连接板,连接板底部设有模具,模具位于成型腔的正上方,所述成型腔内部设有底板,底板侧壁与成型腔内壁紧密贴合并滑动连接,其中底板连接有弹出机构,当模具向上运动时,弹出机构带动底板向上运动,所述底座内部设有冷却机构,冷却机构用于对底板进行降温。
3、使用过程中发现,上述装置在对锻件进行冷却时,需要通过导热棒将热量传递到水箱中,可以对锻件进行冷却,但是该种冷却方式冷却效率较慢,影响锻件的生产加工。
技术实现思路
1、为解决上述技术问题,本实用新型提供一种提高冷却效率的用于汽车锻件的塑型装置。
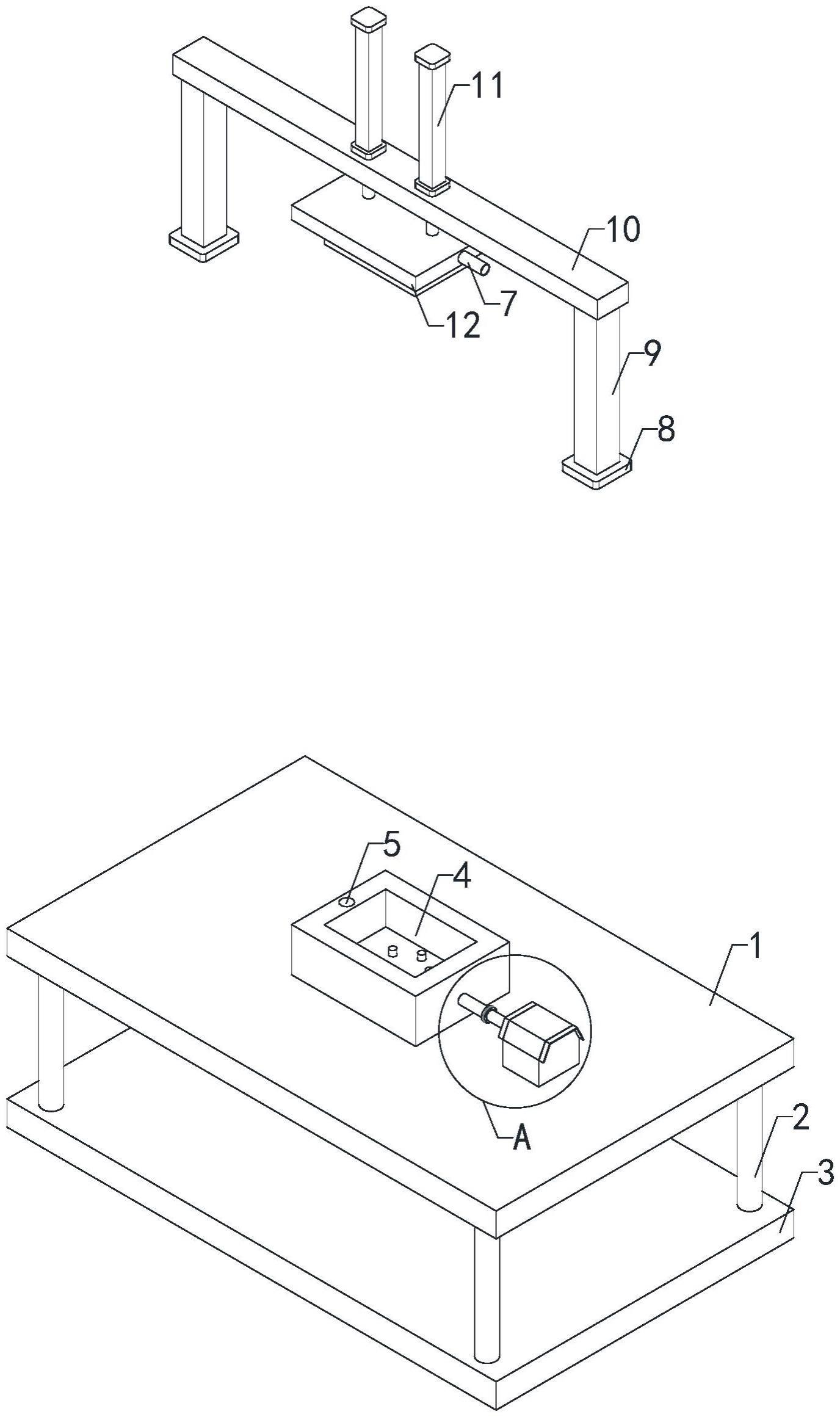
2、本实用新型的一种用于汽车锻件的塑型装置,包括支撑台、支杆和底板,支撑台和底板之间设置有多组支杆,还包括上模组件、下模组件,冷却组件和顶出组件,支撑台顶端分别设置有上模组件、下模组件和冷却组件,支撑台和底板之间设置有顶出组件,冷却组件在上模组件和下模组件合模锻件时,对锻件进行冷却,顶出组件用于将下模组件中的锻件进行顶出;使用时,将原料放入下模组件中,之后使上模组件与下模组件合模挤压,对锻件进行塑型,之后启动冷却组件,冷却组件对锻件进行冷却,冷却完毕后,上模组件远离下模组件,操作顶出组件将下模组件的锻件顶住。
3、优选的,下模组件包括下模具的顶端设置有下模腔,下模具的内部设置有下冷却腔,下模腔在下冷却腔内侧,下模具顶端设置有插口,插口与下冷却腔相通,下模具的右端设置有进风管,进风管输出端与下冷却腔相通;冷却组件将冷风通过进风管吹入下冷却腔中并且通过插口进入上模组件中,从而使锻件进行冷却,减少热传递的距离,提高冷却效率。
4、优选的,上模组件包括出风管、安装座、立柱、横梁、电动液压缸、上模具和插管,两组立柱通过两组安装座安装在支撑台顶端,两组立柱顶端均连接横梁底端,横梁顶端设置有两组电动液压缸,两组电动液压缸的底部移动端延伸至横梁下方并且连接上模具顶端,上模具底端设置有上模腔,上模具内部设置有上冷却腔,上模腔在上冷却腔内侧,上模具的右端设置有出风管,出风管的输入端与上冷却腔相通,上模具的底端设置有插管,插管的输出端与上冷却腔相通;使用时,将原料注入下模腔中,之后操作电动液压缸伸长,插管插入插口中,实现上冷却腔和下冷却腔的相通,从而使上模具与下模具配合进行锻件定型,之后启动冷却组件,从而使冷风通过进风管进入下冷却腔,之后冷却风在插口和插管的配合下进入上冷却腔,之后通过出风管排出,冷却风在上冷却腔和下冷却腔中对锻件进行冷却,提高冷却效率在。
5、优选的,顶出组件包括气缸、升降板和顶出杆,底板顶端设置有气缸,气缸顶部移动端设置有升降板,升降板的顶端设置有多组顶出杆,多组顶出杆的顶端均延伸至下模腔中;锻件定型和冷却完毕后,工作人员操作上模具远离下模具,操作气缸伸长,从而使升降板带动多组顶出杆将下模腔的锻件顶出,提高便捷性。
6、优选的,冷却组件包括冷风机和输风管,支撑台顶端设置有冷风机,冷风机输出端设置有输风管,输风管输出端与进风管输入端连通;启动冷风机,从而使冷风通过输风管和进风管依次进入下冷却腔和上冷却腔,对锻件进行冷却。
7、优选的,所述支撑台和支杆之间设置有加强板;支撑台和支杆通过加强板加强连接,提高连接强度。
8、优选的,所述底板的底端设置有支座;支座对支撑台、支杆和底板进行稳定支撑,提高稳定性。
9、与现有技术相比本实用新型的有益效果为:使用时,将原料放入下模组件中,之后使上模组件与下模组件合模挤压,对锻件进行塑型,之后启动冷却组件,冷却组件对锻件进行冷却,冷却完毕后,上模组件远离下模组件,操作顶出组件将下模组件的锻件顶住。
技术特征:
1.一种用于汽车锻件的塑型装置,包括支撑台(1)、支杆(2)和底板(3),支撑台(1)和底板(3)之间设置有多组支杆(2),其特征在于,还包括上模组件、下模组件,冷却组件和顶出组件,支撑台(1)顶端分别设置有上模组件、下模组件和冷却组件,支撑台(1)和底板(3)之间设置有顶出组件,冷却组件在上模组件和下模组件合模锻件时,对锻件进行冷却,顶出组件用于将下模组件中的锻件进行顶出。
2.如权利要求1所述的一种用于汽车锻件的塑型装置,其特征在于,下模组件包括下模具(4)的顶端设置有下模腔,下模具(4)的内部设置有下冷却腔,下模腔在下冷却腔内侧,下模具(4)顶端设置有插口(5),插口(5)与下冷却腔相通,下模具(4)的右端设置有进风管(6),进风管(6)输出端与下冷却腔相通。
3.如权利要求2所述的一种用于汽车锻件的塑型装置,其特征在于,上模组件包括出风管(7)、安装座(8)、立柱(9)、横梁(10)、电动液压缸(11)、上模具(12)和插管(13),两组立柱(9)通过两组安装座(8)安装在支撑台(1)顶端,两组立柱(9)顶端均连接横梁(10)底端,横梁(10)顶端设置有两组电动液压缸(11),两组电动液压缸(11)的底部移动端延伸至横梁(10)下方并且连接上模具(12)顶端,上模具(12)底端设置有上模腔,上模具(12)内部设置有上冷却腔,上模腔在上冷却腔内侧,上模具(12)的右端设置有出风管(7),出风管(7)的输入端与上冷却腔相通,上模具(12)的底端设置有插管(13),插管(13)的输出端与上冷却腔相通。
4.如权利要求2所述的一种用于汽车锻件的塑型装置,其特征在于,顶出组件包括气缸(14)、升降板(15)和顶出杆(16),底板(3)顶端设置有气缸(14),气缸(14)顶部移动端设置有升降板(15),升降板(15)的顶端设置有多组顶出杆(16),多组顶出杆(16)的顶端均延伸至下模腔中。
5.如权利要求2所述的一种用于汽车锻件的塑型装置,其特征在于,冷却组件包括冷风机(17)和输风管(18),支撑台(1)顶端设置有冷风机(17),冷风机(17)输出端设置有输风管(18),输风管(18)输出端与进风管(6)输入端连通。
6.如权利要求1所述的一种用于汽车锻件的塑型装置,其特征在于,所述支撑台(1)和支杆(2)之间设置有加强板。
7.如权利要求1所述的一种用于汽车锻件的塑型装置,其特征在于,所述底板(3)的底端设置有支座。
技术总结
本技术涉及汽车配件的技术领域,特别是涉及一种用于汽车锻件的塑型装置,其使用时,将原料放入下模组件中,之后使上模组件与下模组件合模挤压,对锻件进行塑型,之后启动冷却组件,冷却组件对锻件进行冷却,冷却完毕后,上模组件远离下模组件,操作顶出组件将下模组件的锻件顶住;包括支撑台、支杆和底板,支撑台和底板之间设置有多组支杆,还包括上模组件、下模组件,冷却组件和顶出组件,支撑台顶端分别设置有上模组件、下模组件和冷却组件,支撑台和底板之间设置有顶出组件,冷却组件在上模组件和下模组件合模锻件时,对锻件进行冷却,顶出组件用于将下模组件中的锻件进行顶出。
技术研发人员:马贵礼
受保护的技术使用者:湖北福喆机电有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!