金属与陶瓷焊接装置的制作方法
本技术涉及焊接装置,尤其涉及金属与陶瓷焊接装置。
背景技术:
1、金属材料和陶瓷材料的结合,能够满足抗高温和耐腐蚀工况下的使用要求。然而,金属材料与陶瓷材料的结合是关键。
2、公开号为cn210193695u的实用新型提供的喷嘴火焰加热,结合附图明显看出喷嘴只能进行局部加热,同样的升温过程耗时较长。公开号为cn107520556a的发明专利采用电加热,同样存在加热慢的技术问题,最终结果就是焊接效率低。
技术实现思路
1、本实用新型针对现有技术存在的不足,提供了金属与陶瓷焊接装置,具体技术方案如下:
2、金属与陶瓷焊接装置,包括:
3、上箱体;
4、下箱体;
5、上定位组件;
6、下定位组件;以及
7、升温组件;
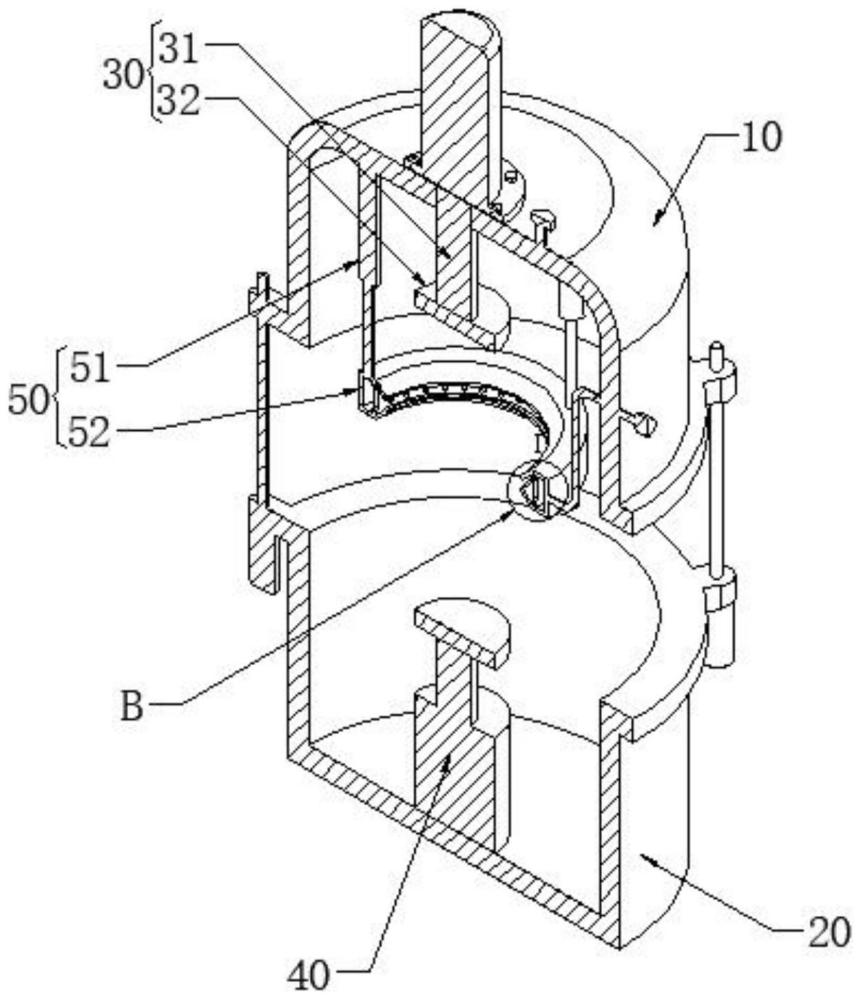
8、其中,所述上箱体为底端开口结构,所述下箱体为顶端开口结构,所述上箱体和下箱体盖合后构成一个密闭腔室,所述上定位组件和升温组件均安装在上箱体的内顶壁上,且上定位组件和升温组件长度可调,所述上定位组件位于升温组件的内侧,所述下定位组件位于下箱体内,且与所述上定位组件配合,用于固定焊接过程中的部件。
9、焊接前,将一个部件固定在所述上定位组件上,另一个部件固定在下定位组件上,调整好部件位置,使得部件在所述上箱体和下箱体盖合后,所述上定位组件和下定位组件调整部件使其配合以便焊接。焊接时,通过所述升温组件对位于部件之间的焊接料进行全面快速升温,使得焊接快速完成,实现金属材料与陶瓷材料的快速结合。
10、此外,所述上箱体和下箱体盖合后构成的密闭腔室有助于充入惰性气体对焊接部分进行保护,以免焊接位置被过度氧化、腐蚀。
11、作为上述技术方案的改进,所述上定位组件包括:
12、升降件以及固定件;
13、所述固定件通过升降件固定在上箱体的内顶壁上。
14、通过所述升降件带动固定件上下移动,从而实现被所述固定件固定的部件的位置调整,以便焊接时,与固定在所述下定位组件上的另一部件配合。
15、作为上述技术方案的改进,所述升温组件包括:
16、升降支架以及环形喷嘴;
17、所述环形喷嘴通过升降支架与上箱体的内顶壁固定;
18、所述环形喷嘴进行焊接时,环绕部件的焊接部位。
19、由于部件的位置通过所述上定位组件和下定位组件能够实现调整,故为了准确对焊接位置进行升温加热,故通过所述升降支架对环形喷嘴的位置进行调整,以便在焊接时,所述环形喷嘴能够始终环绕在部件的焊接部位,确保焊接准确的同时,实现全面快速升温。
20、作为上述技术方案的改进,所述环形喷嘴上的喷口位于圆周内壁上,且为环形,所述环形喷嘴内部具有环形隔板,所述环形隔板将环形喷嘴内部空间分隔成喷出腔和分流腔,所述喷出腔和分流腔通过均匀分布在环形隔板上的槽口连通。
21、为确保所述喷口喷出的高温火焰均匀一致,故在所述环形喷嘴内设置环形隔板对送入的可燃物料进行分流,使得进入所述喷出腔内的可燃物料相对均匀,从而实现所述喷口喷出的高温火焰均匀一致,进而实现焊接部位全面快速升温的效果。
22、作为上述技术方案的改进,所述分流腔内连通有供气软管,所述供气软管穿过上箱体的壁体并延伸至上箱体外侧。
23、所述供气软管保证在环形喷嘴上下移动过程中稳定供料,穿过所述上箱体的部分也是密封的,避免漏气问题。
24、作为上述技术方案的改进,所述上箱体上具有输入惰性保护气体的进气端口,所述下箱体上具有排出惰性保护气体的出气端口。
25、采用的惰性气体质量轻于空气,如氦气,故采用从上向下进气方式,排空内部空气,使得所述上箱体和下箱体盖合后构成的密闭腔室内充满惰性保护气体。
26、本实用新型的有益效果:
27、1、在焊接时,环形喷嘴能够始终环绕在部件的焊接部位,确保焊接准确的同时,实现全面快速升温,相对于局部加热或电加热,较热效率更高。
28、2、部件的位置通过上定位组件和下定位组件能够实现调整,而升温组件也能通过调整,在焊接时始终准确对焊接位置进行升温加热。
29、3、上箱体和下箱体盖合后构成的密闭腔室有助于充入惰性气体对焊接部分进行保护,以免焊接位置被过度氧化、腐蚀,提高焊接质量。
技术特征:
1.金属与陶瓷焊接装置,其特征在于,包括:
2.根据权利要求1所述的金属与陶瓷焊接装置,其特征在于:
3.根据权利要求2所述的金属与陶瓷焊接装置,其特征在于:
4.根据权利要求3所述的金属与陶瓷焊接装置,其特征在于:
5.根据权利要求1所述的金属与陶瓷焊接装置,其特征在于:
技术总结
本技术涉及金属与陶瓷焊接装置,包括:上箱体;下箱体;上定位组件;下定位组件;以及升温组件;其中,所述上箱体为底端开口结构,所述下箱体为顶端开口结构,所述上箱体和下箱体盖合后构成一个密闭腔室,所述上定位组件和升温组件均安装在上箱体的内顶壁上,且上定位组件和升温组件长度可调,所述上定位组件位于升温组件的内侧,所述下定位组件位于下箱体内,且与所述上定位组件配合,用于固定焊接过程中的部件。本技术在焊接时,环形喷嘴能够始终环绕在部件的焊接部位,确保焊接准确的同时,实现全面快速升温,相对于局部加热或电加热,较热效率更高。
技术研发人员:秦勇华
受保护的技术使用者:诺富德机械(昆山)有限公司
技术研发日:20230613
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!