一种高速焊接的超声波焊接设备的制作方法
本申请涉及超声波焊接领域,尤其是涉及一种高速焊接的超声波焊接设备。
背景技术:
1、超声波焊接是利用高频振动波传递到两个需要焊接的物体表面,在加压的情况下,使两个物体表面互相摩擦形成分子层之间内的熔合,从而进行焊接。
2、现有技术中,通常是由两个放卷轴放卷需要超声波焊接的料带,再由一个收卷轴收卷焊接好的料带,在放卷轴与收卷轴之间安装有超声波焊接设备进行焊接,焊接位置下方设置有底辊,底辊作为瞬时焊接平台对焊接的料带进行支撑,超声波焊接设备上通过节点安装焊接,通过焊头对料带进行焊接,但由于传统的超声波焊头端面通常为平面,焊头的平面与底辊的弧面接触,在高速焊接过程中接触面小,焊接时间极短,焊接效率受到限制。为了防止在高速焊接过程中材料被切断,通常的做法是将焊头中心与底辊中心偏移一定距离,但这种方法会导致焊头受力不均匀,长期使用将会导致焊头磨损和损坏。而对于市场要求越来越高速的生产速度,以及更多新型、复合材料和一些难焊接的材料,现有技术已经不满足要求。
技术实现思路
1、为了在高速焊接的情况下增加焊接效率,提高生产速度,同时减少焊头的损伤,本申请提供一种高速焊接的超声波焊接设备。
2、本申请提供的一种高速焊接的超声波焊接设备采用如下的技术方案:
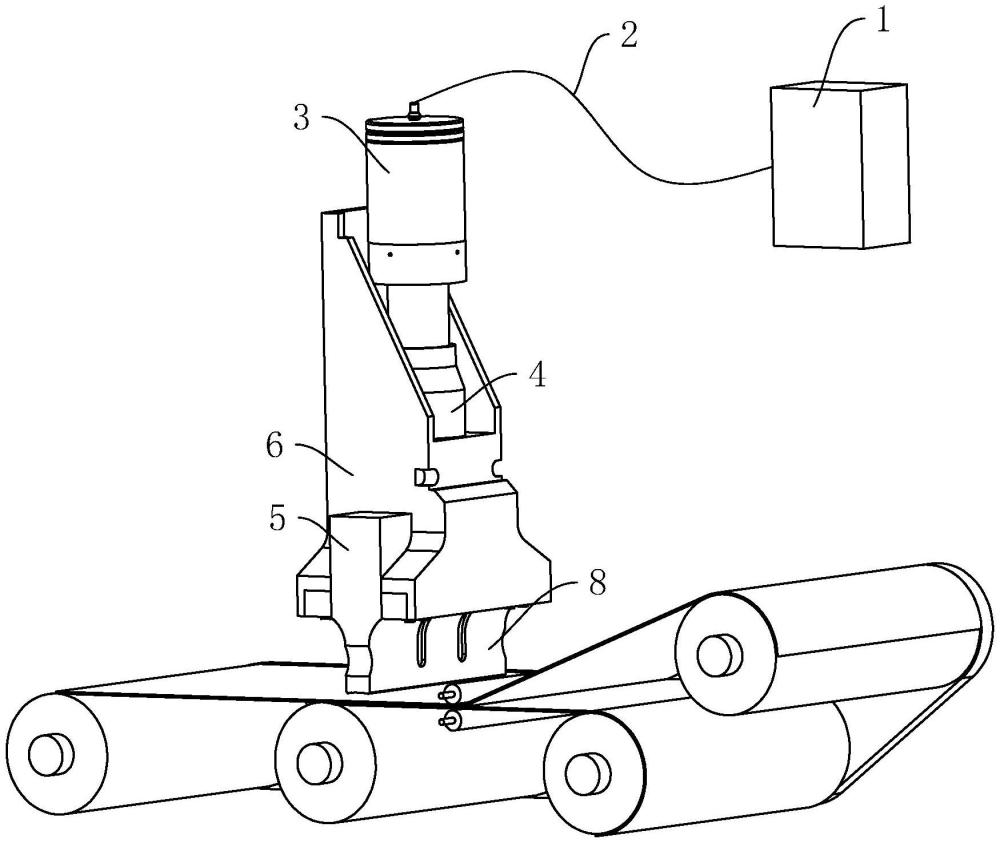
3、一种高速焊接的超声波焊接设备,包括超声波发生器、高频线、换能器、调幅器、焊头、安装架,所述超声波发生器通过所述高频线与所述换能器连接,所述调幅器、所述焊头均安装在所述安装架上,所述换能器与所述调幅器连接,所述调幅器与所述焊头连接,所述焊头远离所述安装架的一端呈弧面,且所述焊头远离安装架的一端与底辊靠近焊头一端配合。
4、通过采用上述技术方案,超声波发生器接收外界工频交流电并转化为高频高压电信号,高频高压电信号通过高频线传递给换能器并产生高频振动,高频振动通过调幅器控制振幅,并通过焊头对料带进行加工,且由于焊头远离安装架的一端呈弧面,焊头在进行高频振动时反复向底辊施加振幅,有效地增加了焊接面积,从而提高了焊接效率,提高了生产速度,且焊头不需要与底辊错位设置,直接贴合在底辊上,焊头受力均匀,有效地减少了焊头的损伤。
5、优选的,所述焊头远离所述安装架的一端开设有流线型曲面,所述流线型曲面设置有两个,且两个所述流线型曲面分别位于所述焊头的进料端和出料端,两个所述流线型曲面接合在所述焊头的弧面两端。
6、通过采用上述技术方案,通过流线型曲面的设置,为料带提供了流畅的入口和出口,解决了在高频工作情况下焊头将料带切断的情况。
7、优选的,所述流线型曲面与所述弧面的接合处开设有倒圆角。
8、通过采用上述技术方案,通过倒圆角的设置,使料带在焊头上的移动光滑,便于料带通过,有效地减少了卡顿和断料的情况发生。
9、优选的,所述焊头上电镀有金属保护层。
10、通过采用上述技术方案,通过金属保护层的设置,有效地增加了焊头端面的耐用性,增加了焊头的寿命。
11、优选的,所述换能器与所述调幅器设置有多个,且所述换能器与所述调幅器的数量相等,多个所述调幅器连接在同一个焊头上。
12、通过采用上述技术方案,通过多个换能器和调幅器的并联设置,可以采用多个换能器同步驱动一个焊头,在增大焊头焊接面积的同时,还能提升振幅的均匀度。
13、优选的,所述焊头上设置有多个节点,所述焊头通过多个节点连接在所述安装架上。
14、通过采用上述技术方案,通过多个节点的设置,通过多点支撑,能够有效提升稳定性。
15、优选的,所述超声波发生器能够发射包含半波、全波及其他波长的设计和组合。
16、通过采用上述技术方案,可以对超声组件的尺寸进行灵活搭配,满足多种应用场景和不同的工作状态。
17、优选的,所述超声波发生器产生的超声频率范围为15khz-60khz。
18、通过采用上述技术方案,在15khz-60khz频率范围内的超声波能够实现绝大多数加工情况频率和振幅的要求。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.利用焊头上与底辊配合的弧面,一方面能够有效地增大焊头每次与底辊接触时焊接的面积,在高速焊接的情况下增加焊接效率,另一方面由于焊头与底辊配合,焊头在加工时冲击均匀,有效地减少了焊头的损伤;
21、2.借助流线型弧面和倒圆角的设置,为料带通过设置了顺滑的过渡,并有效地减少了弧面部分周侧的棱角,同时弧面周侧光滑,便于料带通过,有效地减少了卡顿和断料的情况发生;
22、3.通过金属保护层的设置,有效地增加了焊头端面的耐用性,增加了焊头的使用寿命。
技术特征:
1.一种高速焊接的超声波焊接设备,其特征在于:包括超声波发生器(1)、高频线(2)、换能器(3)、调幅器(4)、焊头(5)、安装架(6),所述超声波发生器(1)通过所述高频线(2)与所述换能器(3)连接,所述调幅器(4)、所述焊头(5)均安装在所述安装架(6)上,所述换能器(3)与所述调幅器(4)连接,所述调幅器(4)与所述焊头(5)连接,所述焊头(5)远离所述安装架(6)的一端呈弧面(51),且所述焊头(5)远离安装架(6)的一端与底辊靠近焊头(5)一端配合。
2.根据权利要求1所述的一种高速焊接的超声波焊接设备,其特征在于:所述焊头(5)远离所述安装架(6)的一端开设有流线型曲面(52),所述流线型曲面(52)设置有两个,且两个所述流线型曲面(52)分别位于所述焊头(5)的进料端和出料端,两个所述流线型曲面(52)接合在所述焊头(5)的弧面(51)两端。
3.根据权利要求2所述的一种高速焊接的超声波焊接设备,其特征在于:所述流线型曲面(52)与所述弧面(51)的接合处开设有倒圆角(7)。
4.根据权利要求1所述的一种高速焊接的超声波焊接设备,其特征在于:所述焊头(5)上电镀有金属保护层(8)。
5.根据权利要求1所述的一种高速焊接的超声波焊接设备,其特征在于:所述换能器(3)与所述调幅器(4)设置有多个,且所述换能器(3)与所述调幅器(4)的数量相等,多个所述调幅器(4)连接在同一个焊头(5)上。
6.根据权利要求1所述的一种高速焊接的超声波焊接设备,其特征在于:所述焊头(5)上设置有多个节点,所述焊头(5)通过多个节点连接在所述安装架(6)上。
7.根据权利要求1所述的一种高速焊接的超声波焊接设备,其特征在于:所述超声波发生器(1)能够发射包含半波、全波及其他波长的设计和组合,所述超声波发生器(1)产生的超声频率范围为15khz-60khz。
技术总结
本申请公开了一种高速焊接的超声波焊接设备,涉及超声波焊接领域,其包括超声波发生器、高频线、换能器、调幅器、焊头、安装架,所述超声波发生器通过所述高频线与所述换能器连接,所述调幅器、所述焊头均安装在所述安装架上,所述换能器与所述调幅器连接,所述调幅器与所述焊头连接,所述焊头远离所述安装架的一端呈弧面,且所述焊头远离安装架的一端与底辊靠近焊头一端配合。本申请具有在高速焊接的情况下增加焊接效率,提高生产速度,同时减少焊头损伤的效果。
技术研发人员:汤雄召,方磊
受保护的技术使用者:必能信超声(上海)有限公司
技术研发日:20230617
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!