风管焊接定位装置的制作方法
本技术涉及风管焊接,具体涉及风管焊接定位装置。
背景技术:
1、风管,是用于空气输送和分布的管道系统。有复合风管和无机风管两种。复合风管以durkduct风管为代表。可按截面形状和材质分类。风管制作不锈钢风管制作是在咬口缝、铆钉缝、法兰翻边四角等缝隙处涂上密封胶。涂密封胶前应清除表面尘土和油污。按截面形状,风管可分为圆形风管,矩形风管,扁圆风管等多种,其中圆形风管阻力最小但高度尺寸最大,制作复杂。所以应用以矩形风管为主。按材质,风管可分为金属风管,复合风管,高分子风管。
2、申请号为202123331980.8的中国专利,公开了一种管道焊接用定位焊接支撑装置,包括两个组合框,两个组合框呈前后设置,两个组合框的两侧上下端均通过安装有连接机构,两个组合框的两侧上端侧壁上均开设有通槽,两个组合框的内部上端均安装有夹持机构,两个组合框的下端中部内壁上开设有定位槽,定位槽两侧的部分组合框下端侧壁上均开设有通孔,两个组合框的内部下端均卡接有第二夹板,第二夹板的下端两侧均固定连接有滑杆,本实用新型的有益效果是:本实用新型是一个用于管道焊接的支撑装置,使用时可通过两个组合框上的夹持机构夹住并支撑住连接的两个管道,同时可自动将连接的两个管道对齐,可方便工作人员利用焊接工具将连接的两个管道连接在一起。
3、上述专利通过同步对夹持件进行移动实现对管道的支撑,上述对管道的对准只能够将两管道的端面进行对准,端面对准后的管道一般只能够随通过人工的方式对端面进行焊接,但是现有的焊接方式一般采用环形焊接头自动焊接,因此对其后的两端面位于焊接头的焊接面才能够较好的进行焊接,因此传统的只能端面对其适用性较差。
4、为此提出风管焊接定位装置。
技术实现思路
1、本实用新型的目的在于:为解决传统的风管焊接对准较为麻烦的问题,本实用新型提供了风管焊接定位装置。
2、本实用新型为了实现上述目的具体采用以下技术方案:
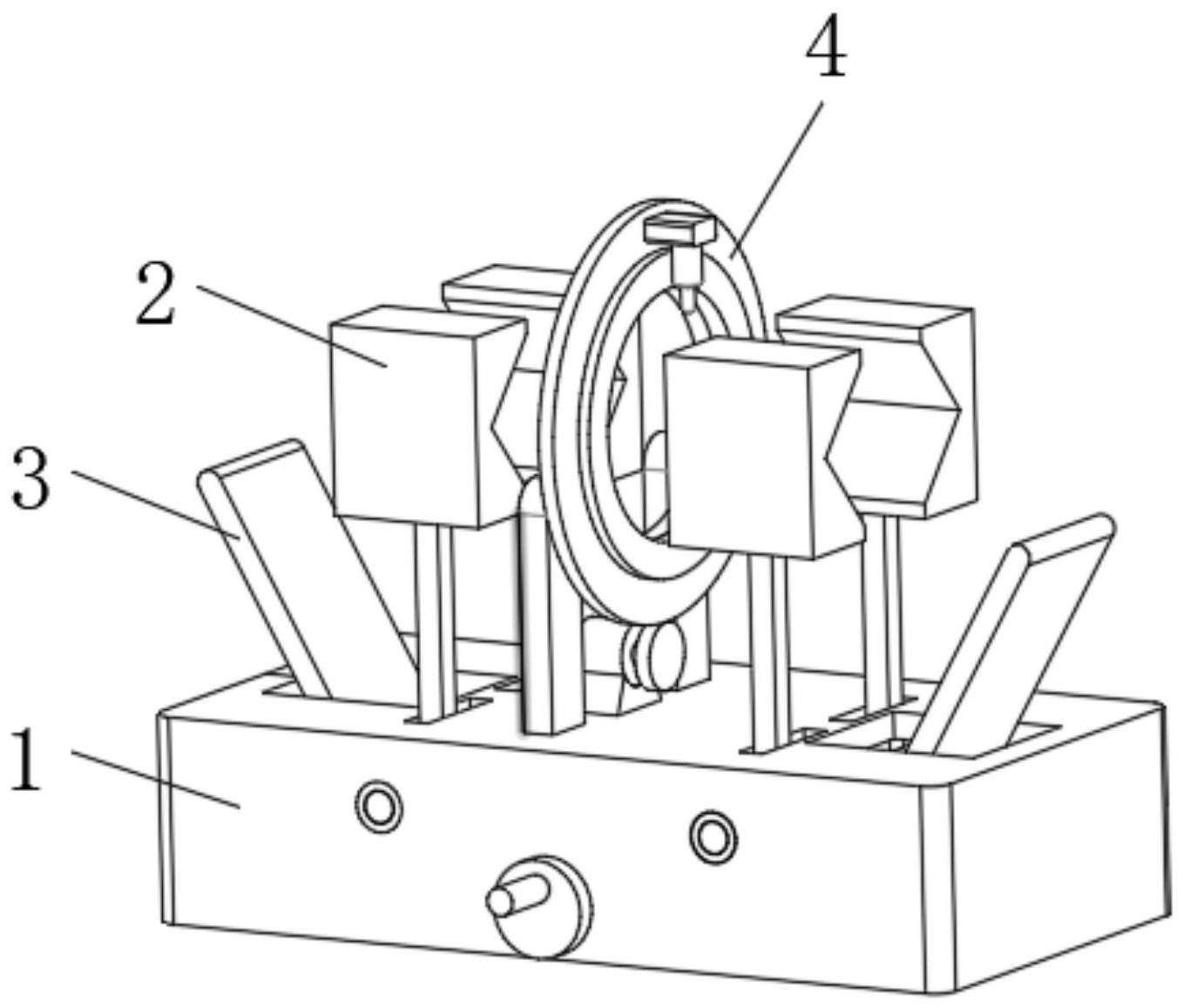
3、风管焊接定位装置,包括底座和位于所述底座上部的连接机构,所述连接机构包括第一固定件、第二固定件和锁紧部件,所述第一固定件和第二固定件以焊接装置为中心相对设置,所述锁紧部件用于带动第一固定件和第二固定件相互靠近。
4、进一步的,所述第一固定件和第二固定件形状相同并分别由两个固定块相对设置而成,所述锁紧部件包括螺杆、螺套、连接杆、传动件和电机,所述螺杆数量有两个并分别位于相应的第一固定件和第二固定件下方,所述螺杆采用双头螺杆并通过电机带动转动,所述螺套数量有两个并以所述螺杆中心对称设置,所述螺套与相应的固定块之间通过连接杆固定,两螺杆之间通过传动件连接。
5、进一步的,所述传动件包括链轮和链条,所述螺杆上分别设置有链轮,所述链轮之间通过链条进行连接。
6、进一步的,所述固定块还包括固定区。
7、进一步的,还包括对准机构,所述对准机构包括拨动板、锥齿轮和驱动件,所述拨动板数量有两个并分别设置于靠近底座两个相对端部的位置,所述拨动板和底座壁转动连接,所述锥齿轮安装在拨动板上并通过驱动件带动转动。
8、进一步的,所述驱动件包括转杆、蜗轮、蜗杆和摇把,所述转杆与锥齿轮固定,所述蜗轮和转杆同轴固定,所述蜗轮和蜗杆啮合并且一端和摇把固定。
9、本实用新型的有益效果如下:
10、包括底座和位于底座上部的连接机构,连接机构包括第一固定件、第二固定件和锁紧部件,第一固定件和第二固定件以焊接装置为中心相对设置,锁紧部件用于带动第一固定件和第二固定件相互靠近,还包括对准机构,对准机构包括拨动板、锥齿轮和驱动件,拨动板数量有两个并分别设置于靠近底座两个相对端部的位置,拨动板和底座壁转动连接,锥齿轮安装在拨动板上并通过驱动件带动转动,驱动件包括转杆、蜗轮、蜗杆和摇把,转杆与锥齿轮固定,蜗轮和转杆同轴固定,蜗轮和蜗杆啮合并且一端和摇把固定;焊接装置是通过小齿轮驱动大齿轮沿着导轨进行转动,从而使固定在大齿轮上的焊接头能够圆周转动,对其导轨内的风管进行焊接;当焊接时,通过将风管放在相对设置的第一固定块和第二固定块上,通过转动摇把带动蜗杆进行转动,蜗杆的转动会使蜗轮进行转动从而使转杆进行转动,由于锥齿轮和转杆固定,因此两个拨动板的自由端能够同时进行圆周转动,此时能够推动相应的风管同时进行运动,从而能够使风管接触并将其对准在焊接头的圆周面内,从而不需要人工的将两风管的接触部位放置在焊接头圆周面内,对准快速从而不会影响风管的焊接速度。
技术特征:
1.风管焊接定位装置,其特征在于,包括底座(1)和位于所述底座(1)上部的连接机构(2),所述连接机构(2)包括第一固定件(5)、第二固定件(6)和锁紧部件,所述第一固定件(5)和第二固定件(6)以焊接装置(4)为中心相对设置,所述锁紧部件用于带动第一固定件(5)和第二固定件(6)相互靠近。
2.根据权利要求1所述的风管焊接定位装置,其特征在于,所述第一固定件(5)和第二固定件(6)形状相同并分别由两个固定块(7)相对设置而成,所述锁紧部件包括螺杆(8)、螺套(9)、连接杆(12)、传动件和电机,所述螺杆(8)数量有两个并分别位于相应的第一固定件(5)和第二固定件(6)下方,所述螺杆(8)采用双头螺杆(8)并通过电机带动转动,所述螺套(9)数量有两个并以所述螺杆(8)中心对称设置,所述螺套(9)与相应的固定块(7)之间通过连接杆(12)固定,两螺杆(8)之间通过传动件连接。
3.根据权利要求2所述的风管焊接定位装置,其特征在于,所述传动件包括链轮(10)和链条(11),所述螺杆(8)上分别设置有链轮(10),所述链轮(10)之间通过链条(11)进行连接。
4.根据权利要求3所述的风管焊接定位装置,其特征在于,所述固定块(7)还包括固定区。
5.根据权利要求1所述的风管焊接定位装置,其特征在于,还包括对准机构(3),所述对准机构(3)包括拨动板(13)、锥齿轮(14)和驱动件,所述拨动板(13)数量有两个并分别设置于靠近底座(1)两个相对端部的位置,所述拨动板(13)和底座(1)壁转动连接,所述锥齿轮(14)安装在拨动板(13)上并通过驱动件带动转动。
6.根据权利要求5所述的风管焊接定位装置,其特征在于,所述驱动件包括转杆(15)、蜗轮(16)、蜗杆(17)和摇把(18),所述转杆(15)与锥齿轮(14)固定,所述蜗轮(16)和转杆(15)同轴固定,所述蜗轮(16)和蜗杆(17)啮合并且一端和摇把(18)固定。
技术总结
本技术公开了风管焊接定位装置,涉及风管焊接技术领域。本技术,包括底座和位于底座上部的连接机构,连接机构包括第一固定件、第二固定件和锁紧部件,第一固定件和第二固定件以焊接装置为中心相对设置,锁紧部件用于带动第一固定件和第二固定件相互靠近,第一固定件和第二固定件形状相同并分别由两个固定块相对设置而成,锁紧部件包括螺杆、螺套、连接杆、传动件和电机,螺杆数量有两个并分别位于相应的第一固定件和第二固定件下方,螺杆采用双头螺杆并通过电机带动转动,螺套数量有两个并以螺杆中心对称设置,螺套与相应的固定块之间通过连接杆固定,两螺杆之间通过传动件连接。本技术能够对风管进行焊接。
技术研发人员:李正义
受保护的技术使用者:固安蓝昊通风设备有限公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!