一种管夹铣槽装置的制作方法
本技术属于机械加工领域,具体涉及一种管夹铣槽装置。
背景技术:
1、装载机管夹是用来固定液压油管和柴油管,通过多组管夹的固定保证整机管路牢靠、整洁。管夹通过一对u型槽口对油管进行卡位固定,这就要求管夹槽口和油管管径高度匹配,槽口尺寸太小则无法卡住油管,槽口尺寸过大则会导致油管和管夹之间存在间隙,装载机在工作状态下油管和管夹会产生摩擦,久而久之油管会出现磨损甚至破裂,液压油和柴油有可能外溢,导致动力和制动系统失调,最终导致安全事故。由于一台整机上需要十多个管夹固定,因此传统的靠虎钳装夹固定,立加洗槽的装夹方式效率低,显然无法满足生产需求。
技术实现思路
1、本实用新型的目的是为解决生产中管夹铣槽精度差、效率低的问题。
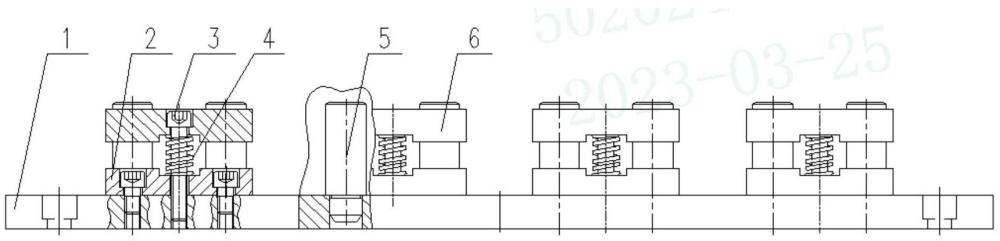
2、为达到解决上述问题的目的,本实用新型所采取的技术方案是提供一种装载机管夹铣槽装置,包括底板、设于底板上的一对对称设置的用于同时夹持两个待加工管夹两端的夹板机构和设于底板上的多个定位柱;两个夹板机构分别设有上板、下板和弹性高度调节机构,所述的上板的中部和下板的中部之间设有弹性高度调节机构;任一夹板机构的外侧设有用于抵接管夹端面的定位柱一;所述的两夹板机构之间设有定位柱二,所述的定位柱二同时设于所述的两个待加工管夹之间。
3、优选地,任一所述夹板机构包括相互平行的一上板与一下板;所述一对夹板机构的上板的中点之间设有一虚拟的连线一;一对夹板机构设为以连线一左右对称。
4、进一步优选地,所述的定位柱二设于连线一上;所述的定位柱一设于与所述的连线一垂直的直线上。
5、进一步优选地,所述的两个待加工的管夹对称的设于所述的虚拟的连线一的两侧,且设于夹板机构的上板和下板之间;所述待加工管夹的加工面设于远离连线一的一侧。
6、进一步优选地,所述的定位柱一设于与所述的对称轴垂直的待加工管夹的非加工面的外侧。
7、进一步优选地,所述一对夹板机构设有两个分别抵接两个待加工管夹非加工面的定位柱一。
8、优选地,所述的夹板机构的上板的中部和下板的中部分别设有通孔,所述的弹性高度调节机构设于所述的两通孔之间并设于所述的底板上。
9、优选地,所述的弹性高度调节机构包括两通孔之间的螺栓和套设于所述的螺栓上的弹簧。
10、进一步优选地,所述的螺栓为内六角螺栓,所述的弹簧为轻载矩形弹簧。
11、优选地,所述的定位柱一和定位柱二为圆柱体。
12、相比现有技术,本实用新型具有如下有益效果:
13、1、本实用新型操作简单,对称装夹的设计提高了工装空间利用率,可装夹更多工件;
14、2、本实用新型具有弹性高度调节机构,卸装管夹的过程无需将弹性高度调节机构全部卸下,只需拧松即可完成管夹的装卸,大大提高了管夹的装夹时间;一次装夹即可完成多个管夹的机加工序,提升了管夹机加效率。
技术特征:
1.一种管夹铣槽装置,其特征在于,包括底板、设于底板上的一对对称设置的用于同时夹持两个待加工管夹两端的夹板机构和设于底板上的多个定位柱;两个夹板机构分别设有上板、下板和弹性高度调节机构,所述的上板的中部和下板的中部之间设有弹性高度调节机构;任一夹板机构的外侧设有用于抵接管夹端面的定位柱一;所述的两夹板机构之间设有定位柱二,所述的定位柱二同时设于所述的两个待加工管夹之间。
2.如权利要求1所述的管夹铣槽装置,其特征在于,任一所述夹板机构包括相互平行的一上板与一下板;所述一对夹板机构的上板的中点之间设有一虚拟的连线一;一对夹板机构设为以连线一左右对称。
3.如权利要求2所述的管夹铣槽装置,其特征在于,所述的定位柱二设于连线一上;所述的定位柱一设于与所述的连线一垂直的直线上。
4.如权利要求2所述的管夹铣槽装置,其特征在于,所述的两个待加工的管夹对称的设于所述的虚拟的连线一的两侧,且设于夹板机构的上板和下板之间;所述待加工管夹的加工面设于远离连线一的一侧。
5.如权利要求4所述的管夹铣槽装置,其特征在于,所述的定位柱一设于与对称轴垂直的待加工管夹的非加工面的外侧。
6.如权利要求5所述的管夹铣槽装置,其特征在于,所述一对夹板机构设有两个分别抵接两个待加工管夹非加工面的定位柱一。
7.如权利要求1所述的管夹铣槽装置,其特征在于,所述的夹板机构的上板的中部和下板的中部分别设有通孔,所述的弹性高度调节机构设于所述的两通孔之间并设于所述的底板上。
8.如权利要求1所述的管夹铣槽装置,其特征在于,所述的弹性高度调节机构包括两通孔之间的螺栓和套设于所述的螺栓上的弹簧。
9.如权利要求8所述的管夹铣槽装置,其特征在于,所述的螺栓为内六角螺栓,所述的弹簧为轻载矩形弹簧。
10.如权利要求1所述的管夹铣槽装置,其特征在于,所述的定位柱一和定位柱二为圆柱体。
技术总结
本技术公开了一种装载机管夹铣槽装置,其特征在于,包括底板、设于底板上的一对对称设置的用于同时夹持两个待加工管夹两端的夹板机构和设于底板上的多个定位柱;两个夹板机构分别设有上板、下板和弹性高度调节机构,所述的上板的中部和下板的中部之间设有弹性高度调节机构;任一夹板机构的外侧设有用于抵接管夹端面的定位柱一;所述的两夹板机构之间设有定位柱二,所述的定位柱二同时设于所述的两个待加工管夹之间。本技术操作简单、定位精准、机加高效,解决了生产中管夹铣槽精度差、效率低的难题。经实践证明,此种方法与传统的虎钳装夹相比,生产效率提高5倍,且加工精度高,能有效解决了管夹铣槽产能不足的问题。
技术研发人员:葛建厂,畅冰,王蕊玲,金冲,张家标
受保护的技术使用者:龙工(上海)机械制造有限公司
技术研发日:20230625
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!