一种用于长轴工件深孔加工的专用夹具的制作方法
本技术涉及长轴类工件深孔加工,具体涉及一种用于长轴工件深孔加工的专用夹具。
背景技术:
1、深孔长轴工件在石油钻探、航空航海装备领域应用非常广泛,因长径比较大,通常都在20倍以上,工艺系统的刚性差,加工过程中易产生振动,工件变形,同时,还存在切削热量不易扩散,切屑不易排出的问题,从而严重影响孔的加工精度。
技术实现思路
1、为了解决上述问题,本实用新型提供一种能够增强工艺系统刚性,保证长轴深孔工件内孔加工精度的一种用于长轴工件深孔加工的专用夹具。
2、本实用新型一种用于长轴工件深孔加工的专用夹具,包括筒状夹具体,所述筒状夹具体的一端内固定连接有用于顶紧工件端部的顶紧装置,另一端上设置有用于夹紧工件的夹紧装置;
3、所述夹紧装置包括锁紧螺母和涨紧套,所述涨紧套的外周面为两个圆锥面相接而成,分别为第一圆锥面和第二圆锥面,夹具体靠近夹紧装置的一端的内环面设置为圆锥面,该圆锥面为第三圆锥面,第三圆锥面与第一面圆锥匹配相连;
4、夹具体靠近夹紧装置的一端上连接有锁紧螺母,所述锁紧螺母靠近夹具体的一端上设置有内螺纹,另一端的内环面为第四圆锥面,第四圆锥面与第二圆锥面匹配相连;
5、转动锁紧螺母,第四圆锥面朝向第三圆锥面移动,第四圆锥面和第三圆锥面分别挤压第二圆锥面和第一圆锥面,张紧套内径缩小;
6、所述夹具体两端的周面上均设置有用于增大摩擦力的摩擦力增大结构。
7、优选地,涨紧套上还设置有收缩槽,所述收缩槽的长度小于涨紧套的长度,收缩槽沿涨紧套周向均布,且收缩槽贯穿涨紧套设置;
8、相邻两个收缩槽分别从涨紧套的两端延伸出涨紧套。
9、优选地,顶紧装置包括顶紧座和顶杆,所述顶紧座滑动设置在夹具体内,顶杆的一端与顶紧座固定相连,另一端朝向涨紧套伸出,且顶杆的中心轴线与夹具体的中心轴线位于同一直线上;
10、还包括调节螺堵,所述夹具体靠近顶紧装置一端的内环面上设置有内螺纹,调节螺堵通过该内螺纹与夹具体固定相连,调节螺堵朝向顶紧座的一端与顶紧座相抵。
11、优选地,摩擦力增大结构为滚压花纹。
12、优选地,顶紧座远离顶杆的一端上固定设置有外推杆,所述调节螺堵中心处设置有供外推杆穿出的通孔。
13、本实用新型将待加工工件的一端伸入夹具体内,与夹具体内的顶紧座相抵,通过夹紧装置夹紧待加工工件,实现工件的加紧固定,然后利用机床末端夹持、中间中心架支撑,有效的提高了工艺系统的刚性,避免了钻孔过程中工件震动和变形,从而提高了内孔的加工精度。
14、本实用新型在锁紧螺母旋紧的过程中,通过锁紧螺母和夹具体上的第四圆锥面和第三圆锥面与涨紧套上的第二圆锥面和第一圆锥面匹配相接,第四圆锥面朝向第三圆锥面移动,第四圆锥面和第三圆锥面分别挤压第二圆锥面和第一圆锥面,张紧套内径缩小,涨紧套发生变形将被加工工件抱紧,在加工过程中,有效防止被加工件发生轴向窜动。
15、附图说明
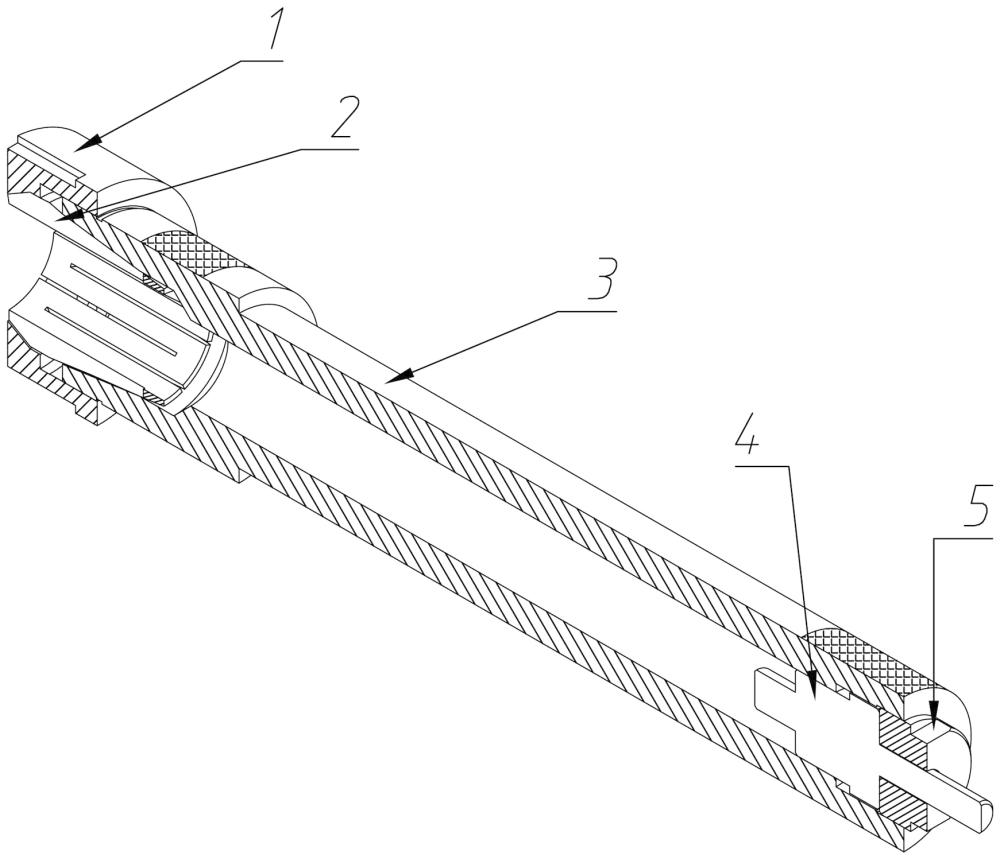
16、图1为本实用新型的轴测剖视图。
17、图2为本实用新型锁紧螺母的轴测剖视图。
18、图3为本实用新型胀紧套的轴测剖视图。
19、图4为本实用新型夹具体的轴测剖视图。
20、图5为本实用新型工件夹持示意图。
技术特征:
1.一种用于长轴工件深孔加工的专用夹具,包括筒状夹具体,其特征在于,所述筒状夹具体的一端内固定连接有用于顶紧工件端部的顶紧装置,另一端上设置有用于夹紧工件的夹紧装置;
2.如权利要求1所述一种用于长轴工件深孔加工的专用夹具,其特征在于,所述涨紧套上还设置有收缩槽,所述收缩槽的长度小于涨紧套的长度,收缩槽沿涨紧套周向均布,且收缩槽贯穿涨紧套设置;
3.如权利要求2所述一种用于长轴工件深孔加工的专用夹具,其特征在于,所述顶紧装置包括顶紧座和顶杆,所述顶紧座滑动设置在夹具体内,顶杆的一端与顶紧座固定相连,另一端朝向涨紧套伸出,且顶杆的中心轴线与夹具体的中心轴线位于同一直线上;
4.如权利要求3所述一种用于长轴工件深孔加工的专用夹具,其特征在于,所述摩擦力增大结构为滚压花纹。
5.如权利要求4所述一种用于长轴工件深孔加工的专用夹具,其特征在于,所述顶紧座远离顶杆的一端上固定设置有外推杆,所述调节螺堵中心处设置有供外推杆穿出的通孔。
技术总结
本技术一种用于长轴工件深孔加工的专用夹具涉及长轴类工件深孔加工技术领域,具体涉及一种用于长轴工件深孔加工的专用夹具,包括筒状夹具体,其特征在于,所述筒状夹具体的一端内固定连接有用于顶紧工件端部的顶紧装置,另一端上设置有用于夹紧工件的夹紧装置;所述夹紧装置包括锁紧螺母和涨紧套,所述涨紧套的外周面为两个圆锥面相接而成,分别为第一圆锥面和第二圆锥面;本技术将待加工工件的一端伸入夹具体内,与夹具体内的顶紧座相抵,通过夹紧装置夹紧待加工工件,实现工件的加紧固定,然后利用机床末端夹持、中间中心架支撑,有效的提高了工艺系统的刚性,避免了钻孔过程中工件震动和变形,从而提高了内孔的加工精度。
技术研发人员:张钢平,陈辉
受保护的技术使用者:陕西德容航空科技有限公司
技术研发日:20230626
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!