一种应用于牵引座的比例定位装置的制作方法
本技术属于夹具,具体的说是一种应用于牵引座的比例定位装置。
背景技术:
1、夹具是指机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具(qiǎjǜ)。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。夹具通常由定位元件,确定工件在夹具中的正确位置、夹紧装置、对刀引导元件,确定刀具与工件的相对位置或导引刀具方向、分度装置,使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类、连接元件以及夹具体,夹具底座等组成。现代夹具以快速、精准、自动化为发展方向。
2、牵引座是重型卡车用于牵引挂车一种关键零件。牵引座生产过程中,铸件毛坯较粗糙,外形偏差较大,不同批次之间偏差更大,毛坯尺寸越大,偏差越明显。牵引座毛坯作为大型多结构薄壁特征铸件,造型复杂,上述问题更为突出,造成了实际生产过程中装夹位置有偏差,且存在装夹及机加容易变形、振动的问题,尤其是应用于新能源重型卡车时,轻量化要求更高;需不同方向机加多个元素,尤其两侧同心孔镗孔精度要求较高。所以,对定位精度提出更高的要求。
3、现在生产中,牵引座定位采用以下两种方法:1)两端固定支撑点(限位点);2)一端固定支撑点(限位点),另一端浮动用于夹紧。
4、方法1)两端支撑点(限位点)是固定的,不具备工件毛坯随形能力,且不具备夹紧能力。限位不完全,实际生产中会存在间隙,且不同批次毛坯偏差较大,会造成支撑间隙变大或工件无法放入正确位置,不同批次毛坯生产时需要重新调整。
5、方法2)一端固定支撑点(限位点),另一端浮动,具备夹紧能力,限位完全,但带来新问题,整个工件偏差向一端,无法完全保证工件定位准确。需要毛坯铸造阶段预留更大的加工余量。且无法完全避免不同批次毛坯生产时需要重新调整的问题。
6、现在两种定位方法都不同程度存在着定位不完全准确、装夹及机加容易变形和振动,以上两个问题,需根据批次进行多次调整,浪费时间、精力;方法2)中削弱了方法1)中装夹及机加容易变形、振动的问题,但同时带来新的问题:需要毛坯铸造阶段预留更大的加工余量,不仅带来材料的浪费,还增加加工费用(能源消耗、设备和刀具的损耗等),带来人工和时间的浪费;由于零件质量较重,多次调整及装夹提高了劳动强度,而人工的体力有限,在提升产能、节拍上,往往成为瓶颈,无法满足大批量、短周期供货要求;质量可靠性无法完全保证,良品率只能小幅度提升,无法带来质变。报废品及退货的产生带来更大的浪费,压低生产效率,推高生产成本,跟轻量化发展方向及精益生产思想相悖,同时不利于开拓市场。
技术实现思路
1、针对以上问题,本实用新型提供了一种应用于牵引座的比例定位装置及方法,从根源上解决以下两个问题:1、定位不准的问题;2、装夹及机加容易变形、振动的问题。在实际生产中定位准确且无需多次调整,一次夹紧即可完成准确定位。本实用新型具备随形定位能力,定位过程左右两端同时进给,且进给距离保持固定比例,可适应毛坯偏差,对日常磨损具备补偿能力,可提供稳定可靠的定位精度;定位的同时具备夹紧作用,可以削弱牵引座毛坯作为大型多结构薄壁特征铸件装夹变形以及加工过程中零件变形及振动,改善由变形、振动造成的尺寸、形位公差和表面粗糙度超差问题。从根本上解决了定位不准及变形、振动带来的工件超差乃至报废问题,大幅提高产品质量及稳定性,提高良品率,同时缩小工件装夹时间,大幅度提高了生产效率,并且改善了工人的劳动强度,操作简单方便,省时省力。降本增效的同时提高产品市场竞争力。
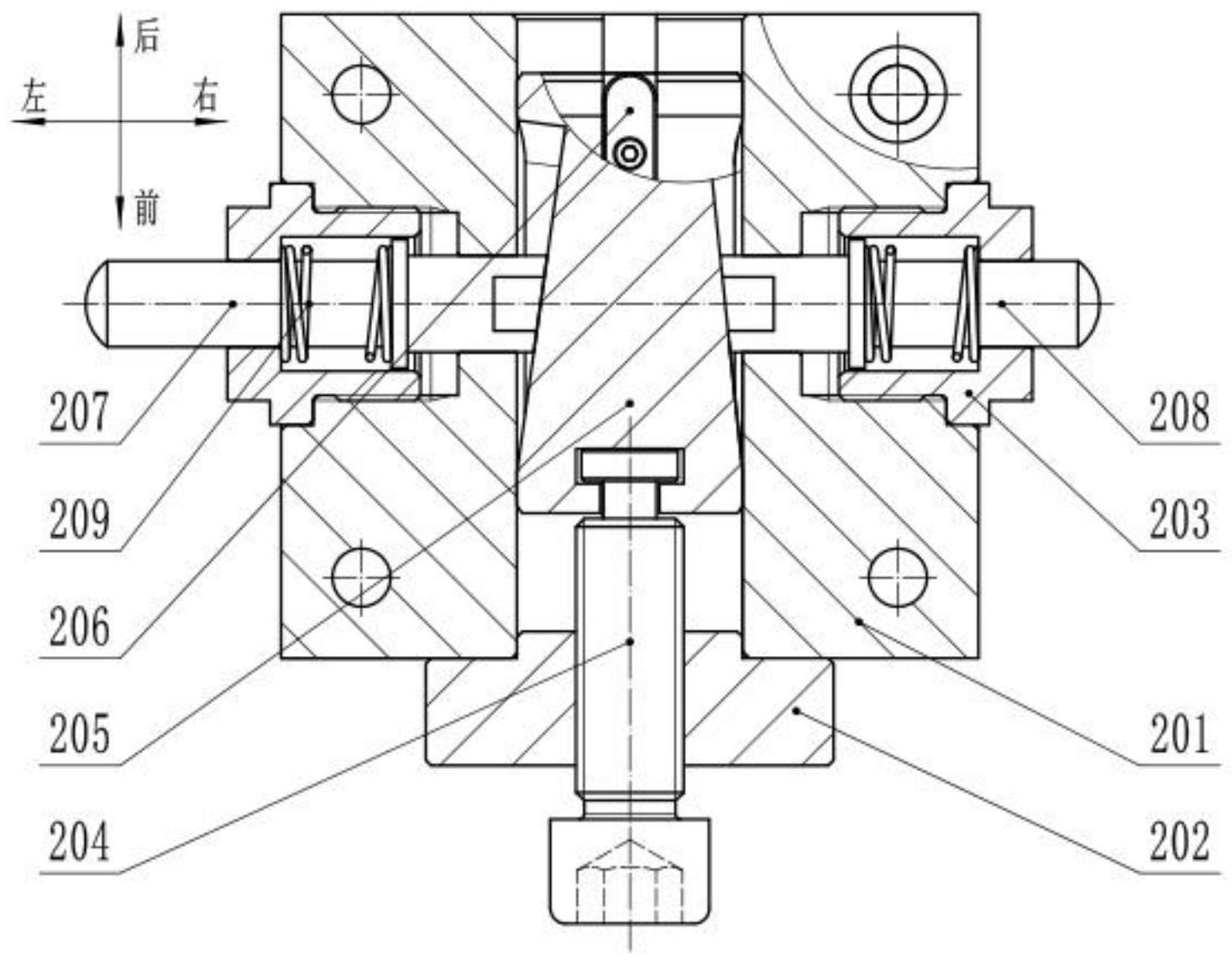
2、本实用新型技术方案如下,一种应用于牵引座的比例定位装置,包括:定位座,限位法兰,定位螺帽,压杆,滑块,第一顶杆,第二顶杆和复位弹簧;
3、定位座上设有两个贯通的圆形内孔,两个贯通的圆形内孔轴线位于同一平面且互相垂直,其中一个圆形内孔上下设有键槽,另一个圆形内孔两端设有内螺纹;
4、设有键槽的圆形内孔内,限位法兰、压杆和滑块同轴布置;
5、设有内螺纹的圆形内孔内,定位螺帽、第一顶杆和第二顶杆同轴布置;
6、限位法兰安装在设有键槽的圆形内孔一端,压杆贯穿限位法兰与滑块固定连接,滑块两侧设有斜面,与斜面不同两侧设有导向平键,导向平键固定在滑块上,在圆形内孔的键槽内滑动;
7、定位螺帽通过螺纹连接设置在设有内螺纹的圆形内孔两端,第一顶杆与第二顶杆一端为弧面、另一端为斜面,贯穿定位螺帽,弧面端在定位座外,斜面端与滑块配合;
8、进一步的,限位法兰在设有键槽的圆形内孔轴线相应位置设有贯通的螺纹孔,压杆与限位法兰通过螺纹连接,滑块靠近压杆一端设有t形槽,压杆靠近滑块一端设有凸缘,压杆通过凸缘与t形槽配合连接。
9、进一步的,第一顶杆中间靠近滑块一侧设置有凸缘,定位螺帽内设有复位弹簧,复位弹簧套接第一顶杆,复位弹簧两端分别抵接在第一顶杆凸缘远离滑块端面和定位螺帽内孔端面;第二顶杆采用相同设置。
10、本实用新型的有益效果为:
11、本实用新型装置实际生产中定位准确且无需多次调整,一次夹紧即可完成定位,同时具备夹紧作用,可以削弱牵引座毛坯作为大型多结构薄壁特征铸件装夹变形以及加工过程中零件变形及振动,改善由变形、振动造成的尺寸、形位公差和表面粗糙度超差问题。从根本上解决了定位不准及变形带来的工件超差乃至报废问题,大幅提高产品质量及稳定性,同时缩小工件装夹时间,大幅度提高了生产效率,并且改善了工人的劳动强度,操作简单方便,省时省力。降本增效的同时提高产品市场竞争力。
技术特征:
1.一种应用于牵引座的比例定位装置,其特征在于,包括:定位座,限位法兰,定位螺帽,压杆,滑块,第一顶杆,第二顶杆和复位弹簧;
2.如权利要求1所述的一种应用于牵引座的比例定位装置,其特征在于,所述限位法兰在设有键槽的圆形内孔轴线相应位置设有贯通的螺纹孔,压杆与限位法兰通过螺纹连接,滑块靠近压杆一端设有t形槽,压杆靠近滑块一端设有凸缘,压杆通过凸缘与t形槽配合连接。
3.如权利要求1所述的一种应用于牵引座的比例定位装置,其特征在于,所述第一顶杆中间靠近滑块一侧设置有凸缘,定位螺帽内设有复位弹簧,复位弹簧套接第一顶杆,复位弹簧两端分别抵接在第一顶杆凸缘远离滑块端面和定位螺帽内孔端面;第二顶杆采用相同设置。
技术总结
本技术公开了一种应用于牵引座的比例定位装置,属于夹具技术领域,包括定位座,限位法兰,定位螺帽,压杆,滑块,第一顶杆,第二顶杆和复位弹簧;定位座上设有两个贯通的圆形内孔,两个贯通的圆形内孔轴线位于同一平面且互相垂直,其中一个圆形内孔上下设有键槽,另一个圆形内孔两端设有内螺纹;实际生产中定位准确且无需多次调整,一次夹紧即可完成定位;本技术具备随形定位能力,定位过程左右两端同时进给,且进给距离保持固定比例,可适应毛坯偏差,对日常磨损具备补偿能力,可提供稳定可靠的定位精度;定位的同时具备夹紧作用,可以削弱牵引座变形及振动,改善尺寸、形位公差和表面粗糙度超差问题。
技术研发人员:高亮,张铁君,刘源源
受保护的技术使用者:长春一汽四环变速箱汽车零件有限责任公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!