一种快速定位端盖与机壳的铆压装置的制作方法
本技术涉及一种快速定位端盖与机壳的铆压装置。
背景技术:
1、目前,刹车电机是汽车刹车系的重要部件之一,它的作用是通过转化电能为机械能,使制动系统工作,使汽车减速甚至停止。刹车电机的整机壳体通常包括端盖和机壳,通过铆压设备将端盖与机壳铆压,形成完整的壳体。
2、但是,实际加工生产中,在端盖与机壳的铆压工序前,需要人工确认铆点是否与铆头对应,通过人工确认的方式,费时费力,不能快速确认,而且容易出现铆压位置偏移的现象。
技术实现思路
1、本实用新型所要解决的技术问题是,克服现有技术的不足,提供一种快速定位端盖与机壳的铆压装置,在端盖与机壳铆压前,对铆压装置的铆点和铆头进行快速定位,提高效率及质量的压装装置。
2、为了解决上述技术问题,本实用新型的技术方案是:
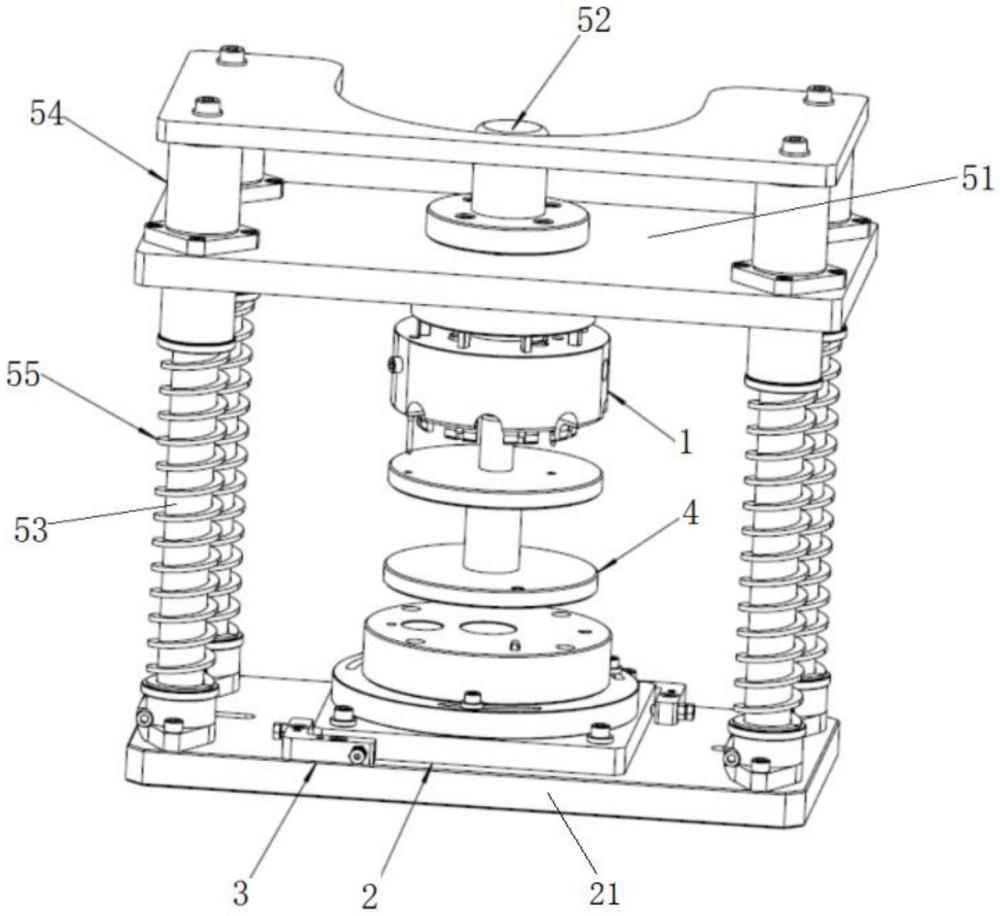
3、一种快速定位端盖与机壳的铆压装置,它包括压头组件、底座组件、底座调节组件、点检治具和下压组件,所述点检治具放置在底座组件上,所述底座调节组件设置在底座组件的外周,所述压头组件位于点检治具的上方,所述下压组件与压头组件相连,所述下压组件带动压头组件下压。
4、进一步,所述底座组件包括底板、中心调节板、角度调节板和底座;
5、所述中心调节板通过螺栓固定在底板上;
6、所述角度调节板通过角度调节螺钉固定在中心调节板上,所述角度调节板上开设与角度调节螺钉配合滑动的弧形槽;
7、所述底座固定在角度调节板上,所述底座的上表面设置有机壳下定位销。
8、进一步,所述底座调节组件包括调节座和底部调节螺钉,两个所述调节座分别设置在中心调节板的一组对角的外侧,每个所述调节座上螺纹连接有两个底部调节螺钉,所述底部调节螺钉穿过调节座对中心调节板进行定位。
9、进一步,所述压头组件包括上定位板、预压头、机壳上定位销、端盖定位销和铆头;
10、所述上定位板的顶部与下压组件相连,所述上定位板内滑动连接有预压螺钉;
11、所述预压头与预压螺钉螺纹连接,所述预压螺钉上套设有预压弹簧,所述预压弹簧的一端与上定位板抵接,所述预压弹簧的另一端与预压头抵接;
12、所述铆头的顶部固定在上定位板内,所述铆头贯穿预压头后从预压头的底部伸出;
13、所述预压头的底部设置有机壳上定位销和端盖定位销。
14、进一步,所述点检治具包括上支撑板和下支撑板,所述上支撑板通过连接柱与下支撑板相连,所述上支撑板的中心位置设置有上定位柱,所述下支撑板的底部设置有下定位柱,所述上支撑板上设置有上定位销孔,所述下支撑板上设置有下定位销孔,所述上定位柱用于和预压头的中心孔配合定位,所述下定位柱用于和底座的中心孔配合定位。
15、进一步,所述下压组件包括压板、压头和导柱,所述压头固定在压板的顶面,所述压头组件与压板的底面相连,所述导柱固定在底座组件上,所述压板上设置有与所述导柱配合滑动的直线轴承,所述导柱上套设有矩形弹簧,所述矩形弹簧的一端与底座组件抵接,所述矩形弹簧的另一端与直线轴承抵接。
16、采用了上述技术方案,本实用新型在进行铆压工序之前,通过压头组件下压,再配合底座调节组件和点检治具,保证压头组件和底座组件中心一致,对铆头和铆点进行快速定位,可快速让铆头匹配相应的铆点,然后再进行铆压作业。本实用新型在铆压作业前确认角度后可实现批量作业,无需作业时再次人工确认铆压角度。
技术特征:
1.一种快速定位端盖与机壳的铆压装置,其特征在于:它包括压头组件(1)、底座组件(2)、底座调节组件(3)、点检治具(4)和下压组件,所述点检治具(4)放置在底座组件(2)上,所述底座调节组件(3)设置在底座组件(2)的外周,所述压头组件(1)位于点检治具(4)的上方,所述下压组件与压头组件(1)相连,所述下压组件带动压头组件(1)下压。
2.根据权利要求1所述的快速定位端盖与机壳的铆压装置,其特征在于:所述底座组件(2)包括底板(21)、中心调节板(22)、角度调节板(23)和底座(24);
3.根据权利要求2所述的快速定位端盖与机壳的铆压装置,其特征在于:所述底座调节组件(3)包括调节座(31)和底部调节螺钉(32),两个所述调节座(31)分别设置在中心调节板(22)的一组对角的外侧,每个所述调节座(31)上螺纹连接有两个底部调节螺钉(32),所述底部调节螺钉(32)穿过调节座(31)对中心调节板(22)进行定位。
4.根据权利要求1所述的快速定位端盖与机壳的铆压装置,其特征在于:所述压头组件(1)包括上定位板(11)、预压头(12)、机壳上定位销(13)、端盖定位销(14)和铆头(15);
5.根据权利要求1所述的快速定位端盖与机壳的铆压装置,其特征在于:所述点检治具(4)包括上支撑板(41)和下支撑板(42),所述上支撑板(41)通过连接柱(43)与下支撑板(42)相连,所述上支撑板(41)的中心位置设置有上定位柱(411),所述下支撑板(42)的底部设置有下定位柱(421),所述上支撑板(41)上设置有上定位销孔(412),所述下支撑板(42)上设置有下定位销孔(422),所述上定位柱(411)用于和预压头(12)的中心孔配合定位,所述下定位柱(421)用于和底座(24)的中心孔配合定位。
6.根据权利要求1所述的快速定位端盖与机壳的铆压装置,其特征在于:所述下压组件包括压板(51)、压头(52)和导柱(53),所述压头(52)固定在压板(51)的顶面,所述压头组件(1)与压板(51)的底面相连,所述导柱(53)固定在底座组件(2)上,所述压板(51)上设置有与所述导柱(53)配合滑动的直线轴承(54),所述导柱(53)上套设有矩形弹簧(55),所述矩形弹簧(55)的一端与底座组件(2)抵接,所述矩形弹簧(55)的另一端与直线轴承(54)抵接。
技术总结
本技术公开了一种快速定位端盖与机壳的铆压装置,它包括压头组件、底座组件、底座调节组件、点检治具和下压组件,所述点检治具放置在底座组件上,所述底座调节组件设置在底座组件的外周,所述压头组件位于点检治具的上方,所述下压组件与压头组件相连,所述下压组件带动压头组件下压。本技术提供一种快速定位端盖与机壳的铆压装置,在端盖与机壳铆压前,对铆压装置的铆点和铆头进行快速定位,提高效率及质量的压装装置。
技术研发人员:陈亦飞
受保护的技术使用者:尼得科凯宇汽车电器(江苏)有限公司
技术研发日:20230627
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!