一种集装箱门横梁组合冲孔模具的制作方法
本技术属于集装箱加工模具,具体地说,涉及一种集装箱门横梁组合冲孔模具。
背景技术:
1、标准集装箱门横梁安装胶条的小孔有6孔、7孔、8孔、10孔四种,间距分别为157mm、137mm、122mm、100mm;门横梁大孔安装门把锁,有间距420mm和468mm两种。由于产品工艺不同,需要多种模具分别加工才能完成。特别是门横梁加工已投入自动复合线使用,给换模和生产效率带来很大影响,现有技术通常是大孔模具单独冲孔后,然后折弯后再通过另外冲小孔模具进行冲孔,由于加工工序较多,会造成产品工艺质量问题。
技术实现思路
1、针对现有的标准集装箱门横梁冲孔加工通常是大孔模具单独冲孔后,然后折弯后再通过另外冲小孔模具进行冲孔,由于加工工序较多,会造成产品工艺质量问题的问题,本实用新型提供一种集装箱门横梁组合冲孔模具,以解决背景技术中提出的问题。
2、为解决上述问题,本实用新型采用如下的技术方案。
3、一种集装箱门横梁组合冲孔模具,包括集装箱门横梁组合冲孔模具,所述的集装箱门横梁组合冲孔模具包括上模座、下模座、下模板一和下模板二,所述的下模板一和下模板二均固定连接在下模座上,所述的下模板一上设置有门横梁胶条小孔,所述的下模板二上设置有门胶条锁杆大孔。
4、优选地,所述的上模座的下端面设置有上垫板,所述的上垫板固定连接在上模座的下端面,所述的上垫板的下端面设置有上夹板,所述的上夹板固定连接在上垫板的下端面。
5、优选地,所述的上夹板的下端设置有上脱板,所述的上夹板和上脱板之间设置有止挡板,所述的上夹板和上脱板之间通过止挡板进行连接固定。
6、优选地,所述的下模座的底端设置有下垫脚,所述的下垫脚固定连接在下模座的底端,所述的下模座的上端面设置有下垫板,所述的下垫板固定连接在下垫板的上端。
7、优选地,所述的下模板一和下模板二均设置在下模座上的下垫板上,所述的下模板一和下模板二固定连接在下模座上的下垫板上,所述的门横梁胶条小孔设置在下模板一上,所述的门胶条锁杆大孔设置在下模板二上。
8、优选地,所述的门横梁胶条小孔的规格设置为孔距157mm、孔距137mm、孔距122mm、孔距100mm,所述的门胶条锁杆大孔的规格设置为孔距420mm、孔距468mm。
9、有益效果
10、相比于现有技术,本实用新型的有益效果为:
11、上述的一种集装箱门横梁组合冲孔模具,通过设置有的门横梁胶条小孔和门胶条锁杆大孔等组件的配合使用,使得集装箱门横梁组合冲孔模具在使用过程中无需换模,一次性完成门横梁所有冲孔,不仅提高生产效率,节省成本,而且提高产品质量。通过平面布图,消除孔距相互干涉,组合成最优的大孔、小孔组合,利用冲针相互切换,完成对产品的工艺要求切换。改变了传统的小孔就是用小孔模具,大孔就是用大孔模具的孤岛式作业,完成组合模具,从而有效地提高了集装箱门横梁组合冲孔模具的使用效率和实用性。
技术特征:
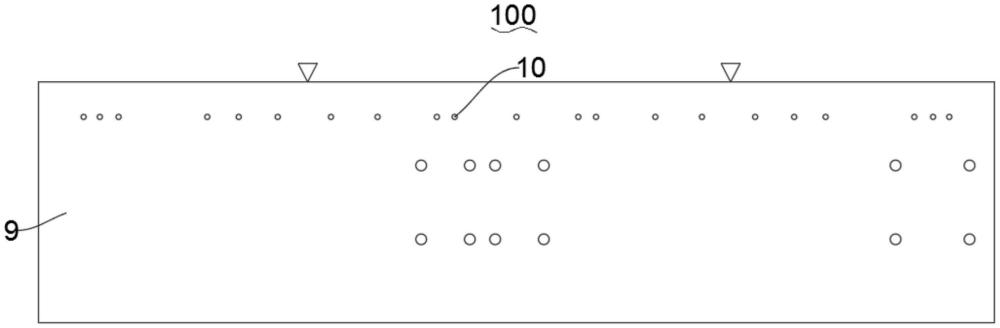
1.一种集装箱门横梁组合冲孔模具,包括集装箱门横梁组合冲孔模具(100),
2.根据权利要求1所述的一种集装箱门横梁组合冲孔模具,其特征在于:所述的上模座(1)的下端面设置有上垫板(3),所述的上垫板(3)固定连接在上模座(1)的下端面,所述的上垫板(3)的下端面设置有上夹板(4),所述的上夹板(4)固定连接在上垫板(3)的下端面。
3.根据权利要求2所述的一种集装箱门横梁组合冲孔模具,其特征在于:所述的上夹板(4)的下端设置有上脱板(5),所述的上夹板(4)和上脱板(5)之间设置有止挡板(6),所述的上夹板(4)和上脱板(5)之间通过止挡板(6)进行连接固定。
4.根据权利要求1所述的一种集装箱门横梁组合冲孔模具,其特征在于:所述的下模座(2)的底端设置有下垫脚(7),所述的下垫脚(7)固定连接在下模座(2)的底端,所述的下模座(2)的上端面设置有下垫板(8),所述的下垫板(8)固定连接在下垫板(8)的上端。
5.根据权利要求4所述的一种集装箱门横梁组合冲孔模具,其特征在于:所述的下模板一(9)和下模板二(11)均设置在下模座(2)上的下垫板(8)上,所述的下模板一(9)和下模板二(11)固定连接在下模座(2)上的下垫板(8)上,所述的门横梁胶条小孔(10)设置在下模板一(9)上,所述的门胶条锁杆大孔(12)设置在下模板二(11)上。
6.根据权利要求1所述的一种集装箱门横梁组合冲孔模具,其特征在于:所述的门横梁胶条小孔(10)的规格设置为孔距157mm、孔距137mm、孔距122mm、孔距100mm,所述的门胶条锁杆大孔(12)的规格设置为孔距420mm、孔距468mm。
技术总结
本技术公开了一种集装箱门横梁组合冲孔模具,属于集装箱加工模具技术领域,所述的集装箱门横梁组合冲孔模具包括上模座、下模座、下模板一和下模板二,所述的下模板一上设置有门横梁胶条小孔,所述的下模板二上设置有门胶条锁杆大孔,使得集装箱门横梁组合冲孔模具在使用过程中无需换模,一次性完成门横梁所有冲孔,不仅提高生产效率,节省成本,而且提高产品质量。通过平面布图,消除孔距相互干涉,组合成最优的大孔、小孔组合,利用冲针相互切换,完成对产品的工艺要求切换。改变了传统的小孔就是用小孔模具,大孔就是用大孔模具的孤岛式作业,完成组合模具,从而有效地提高了集装箱门横梁组合冲孔模具的使用效率。
技术研发人员:李德念,陈云龙,陈臻,陆赛赛,朱卫伟
受保护的技术使用者:上海寰宇物流科技有限公司
技术研发日:20230627
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!