一种用于车轮铸造的车加工夹具的制作方法
本技术属于车轮铸造模具,尤其涉及一种用于车轮铸造的车加工夹具。
背景技术:
1、现五轮辐车轮较为普遍,原有四开模模具45度面无法避开筋条,造成较多缺陷。随着客户对车轮质量要求的不断提高,五开模模具设计将成为潮流。现主流边模车加工夹具只能加工四开式边模,无法实现对五开式边模内侧圆弧面的车加工。部分可实现五开式边模车加工的工装,靠固定螺丝孔位置定位,需工装上提前打好螺丝孔,螺丝孔位置固定且数量有限,并且需要在边模上设计工艺孔,局限性较大,不通用。只能采用加工中心整体数铣,成本较高。
技术实现思路
1、本实用新型的目的是提供一种用于车轮铸造的车加工夹具,以解决上述现有技术存在的问题。
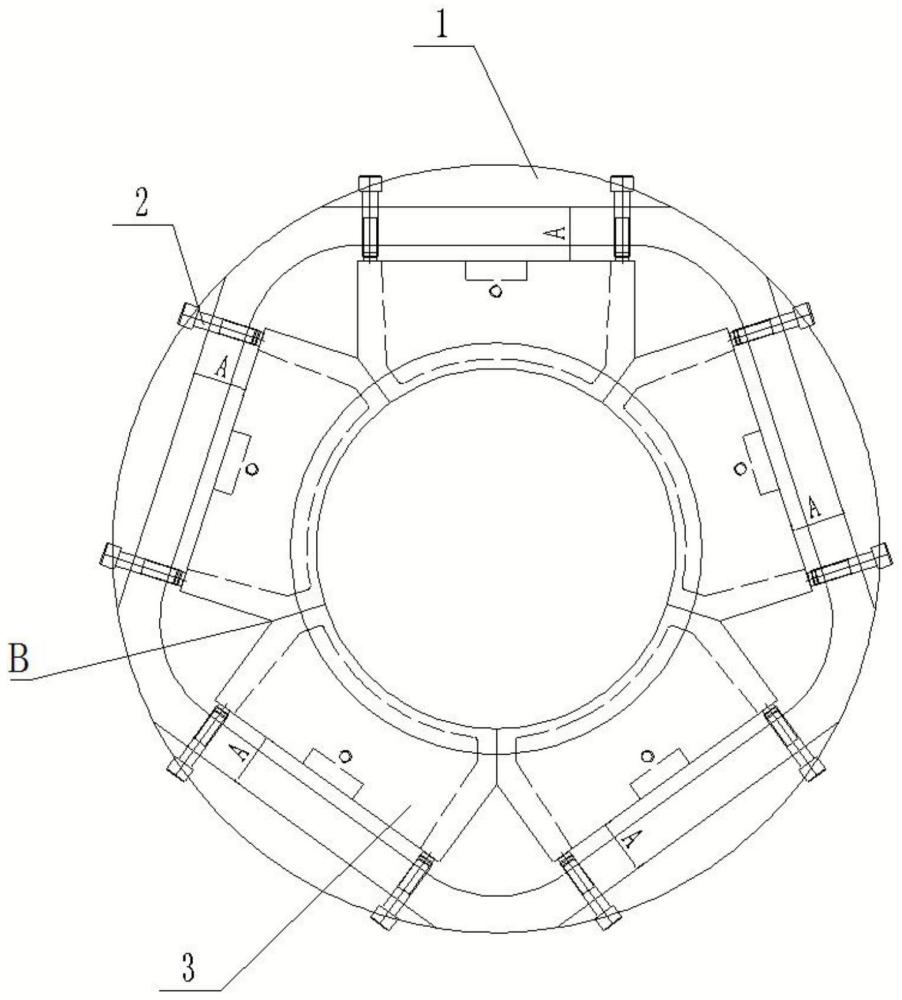
2、为实现上述目的,本实用新型提供了如下方案:本实用新型提供一种用于车轮铸造的车加工夹具,包括夹具本体,所述夹具本体内安装有若干边模,若干所述边模侧壁分别抵接有紧固螺杆,所述夹具本体周向垂直开设有若干螺纹孔,若干所述紧固螺杆位于所述螺纹孔内且与所述螺纹孔螺纹连接。
3、优选的,所述夹具本体外形为圆形。
4、优选的,所述边模数量为5块,相邻两所述边模交界处通过点焊固接。
5、优选的,任一所述边模抵接有两个所述紧固螺杆,所述紧固螺杆位于所述边模两端且与所述边模垂直。
6、优选的,所述边模与所述夹具本体同心设置。
7、优选的,所述夹具本体侧壁抵接有车床卡爪。
8、本实用新型公开了以下技术效果:夹具本体内侧与边模相适配,通过紧固螺杆对边模进行固定,固定完成后可实现车床对边模内侧圆弧面的加工。本实用新型采用本夹具加工边模内侧圆弧面,较加工中心数铣加工,成本约为数铣加工的四分之一,成本大大降低。
技术特征:
1.一种用于车轮铸造的车加工夹具,其特征在于:包括夹具本体(1),所述夹具本体(1)内安装有若干边模(3),若干所述边模(3)侧壁分别抵接有紧固螺杆(2),所述夹具本体(1)周向垂直开设有若干螺纹孔,若干所述紧固螺杆(2)位于所述螺纹孔内且与所述螺纹孔螺纹连接;
2.根据权利要求1所述的用于车轮铸造的车加工夹具,其特征在于:所述夹具本体(1)外形为圆形。
3.根据权利要求1所述的用于车轮铸造的车加工夹具,其特征在于:所述夹具本体(1)侧壁抵接有车床卡爪(4)。
技术总结
本技术公开一种用于车轮铸造的车加工夹具,包括夹具本体,夹具本体内安装有若干边模,若干边模侧壁分别抵接有紧固螺杆,夹具本体周向垂直开设有若干螺纹孔,若干紧固螺杆位于螺纹孔内且与螺纹孔螺纹连接。本技术采用本夹具加工边模内侧圆弧面,较加工中心数铣加工,成本约为数铣加工的四分之一,成本大大降低。
技术研发人员:张鹏飞,何鑫鑫,蒋占辉,李江峰,乔帅,马涛,李瑞林,刘运启,张子康,赵博达,田健平,石磊
受保护的技术使用者:保定市立中车轮制造有限公司
技术研发日:20230703
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!