一种用于轮辐螺孔自动找正装置的制作方法
本技术涉及是机械制造,具体的说,尤其涉及一种用于轮辐螺孔自动找正装置。
背景技术:
1、现在轮辐螺孔在进行冲风孔时处在自由状态,进行冲风孔时靠人工找正,没法实现自动化生产,对使用厂家来说无法降低劳动强度,也不能提高生产效率。
技术实现思路
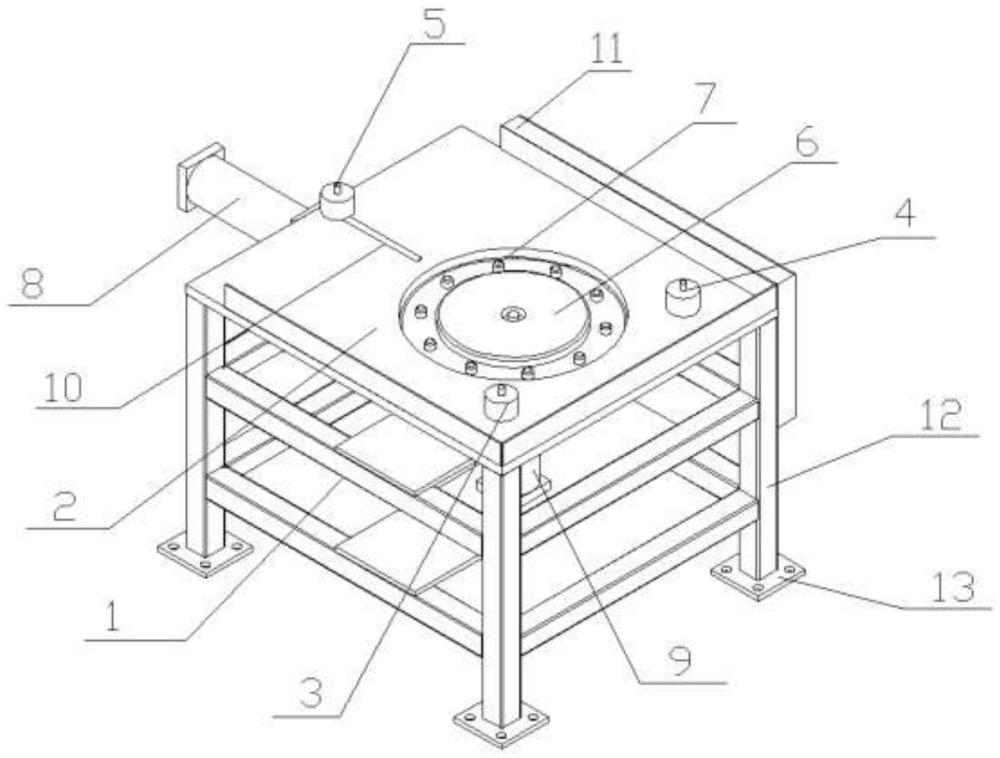
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种用于轮辐螺孔自动找正装置,包括安装机架,所述安装机架顶部设置有安装面板,所述安装面板上设置有主动轮,从动轮和夹紧轮;
2、所述安装面板上开设有定位盘安装孔,所述定位安装孔内安装有中心定位盘,所述中心定位盘上设置有螺孔定位销。
3、优选的,所述安装机架内部设置有驱动电机,所述驱动电机的输出轴与主动轮安装连接。
4、优选的,所述安装机架一侧设置有夹紧轮推动气缸。
5、优选的,所述安装机架内部设置有托举气缸,且所述托举气缸的伸缩杆与中心定位盘底部连接。
6、优选的,所述安装机架一侧设置有电控箱,驱动电机、托举气缸、夹紧轮推动气缸均受控于电控箱。
7、优选的,所述安装面板上还设置有便于夹紧轮调节位置的线形孔槽。
8、优选的,所述安装机架设置有四个支撑腿,且支撑腿底部均设置有固定板,且所述固定板上开设有固定螺孔。
9、与现有的技术相比,本实用新型的有益效果是:通过此装置与模具和机械手配合来实现轮辐冲风孔的自动化生产,此装置可取代人工,降低劳动强度,提高生产效率;解决了自动化生产的瓶颈,此结构简单可靠,加工成本低,制作周期短,取代了人工,降低使用厂家的使用成本,有利于提高生产效率。
10、把旋压冲螺孔后的轮辐放到主体框架上后,主动轮通过框架中的电机带动下开始转动,同时夹紧轮通过框架外侧的气缸推动下把轮辐推动中心定位盘正上方,主动轮,从动轮,夹紧轮三点找到轮辐中心后,在主动轮的作用下带动轮辐转动,轮辐转动的过程中主体框架中的气缸推动中心定位盘往上运动,在定位盘上升过程中螺孔定位销先与轮辐接触,轮辐在转动的过程中螺孔定位销自动进入螺孔中,此时夹紧轮,主动轮停止转动,轮辐由机械手取走,中心定位盘回位,所有动作完成,以此循环使用。
技术特征:
1.一种用于轮辐螺孔自动找正装置,包括安装机架,其特征在于,所述安装机架顶部设置有安装面板,
2.根据权利要求1所述的一种用于轮辐螺孔自动找正装置,其特征在于,所述安装机架内部设置有驱动电机,所述驱动电机的输出轴与主动轮安装连接。
3.根据权利要求1所述的一种用于轮辐螺孔自动找正装置,其特征在于,所述安装机架一侧设置有夹紧轮推动气缸。
4.根据权利要求1所述的一种用于轮辐螺孔自动找正装置,其特征在于,所述安装机架内部设置有托举气缸,且所述托举气缸的伸缩杆与中心定位盘底部连接。
5.根据权利要求1所述的一种用于轮辐螺孔自动找正装置,其特征在于,所述安装机架一侧设置有电控箱,驱动电机、托举气缸、夹紧轮推动气缸均受控于电控箱。
6.根据权利要求1所述的一种用于轮辐螺孔自动找正装置,其特征在于,所述安装面板上还设置有便于夹紧轮调节位置的线形孔槽。
7.根据权利要求1所述的一种用于轮辐螺孔自动找正装置,其特征在于,所述安装机架设置有四个支撑腿,且支撑腿底部均设置有固定板,且所述固定板上开设有固定螺孔。
技术总结
本技术公开了一种用于轮辐螺孔自动找正装置,所述安装机架顶部设置有安装面板,所述安装面板上设置有主动轮,从动轮和夹紧轮;所述安装面板上开设有定位盘安装孔,所述定位安装孔内安装有中心定位盘,所述中心定位盘上设置有螺孔定位销。通过此装置与模具和机械手配合来实现轮辐冲风孔的自动化生产,此装置可取代人工,降低劳动强度,提高生产效率;解决了自动化生产的瓶颈,此结构简单可靠,加工成本低,制作周期短,取代了人工,降低使用厂家的使用成本,有利于提高生产效率。
技术研发人员:冯勋震
受保护的技术使用者:山东菏泽振华精密模具有限公司
技术研发日:20230706
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!