一种自动化排焊机的制作方法
本技术涉及龟甲网焊接,具体涉及一种自动化排焊机。
背景技术:
1、钢衬塑储罐也称为龟甲衬里储罐,是钢塑复合系列产品的精华。采用特殊的滚塑成型工艺,将钢网(龟甲)焊接于钢体表面,以纯聚乙烯(线性低密度聚乙烯lldpe、高密度聚乙烯hdpe)为原料,采用滚塑工艺将钢板、钢网(龟甲)与聚乙烯有机结合成一体。聚乙烯牢固地沾在钢体表面,使得钢衬塑储罐具有无焊接缝、不渗漏、无毒性、抗老化、抗冲击、耐腐蚀、寿命长、符合卫生标准等优点。
2、龟甲网是一种六角形立体网,一般用于耐磨材料衬里,具有耐高温、耐火、防腐等优点,是工业以及生产企业机械设备的优选材料。可以用来浇注不定型衬里材料,增强固定效果,使之更加牢固。
3、传统的龟甲网安装方式是:人工在龟甲网和储罐之间单点焊接多个焊点,将龟甲网焊接于储罐表面。人工的方式存在焊点分布不均匀或焊接技术参差不齐,使得钢罐体内壁的龟甲网保护效果变差;并且人工焊接的方式费时费力,不便于快速固定安装龟甲网,生产效率低。
技术实现思路
1、有鉴于此,本实用新型的目的在于克服现有技术存在的问题,提供一种自动化排焊机,该排焊机利用电控箱控制排焊机构和旋转机构,机械化排焊取代人工点焊,既提高了龟甲衬里储罐的生产效率和生产质量,也实现生产尺寸标准化和生产自动化。
2、为实现上述技术目的,达到上述技术效果,本实用新型通过以下技术方案实现:
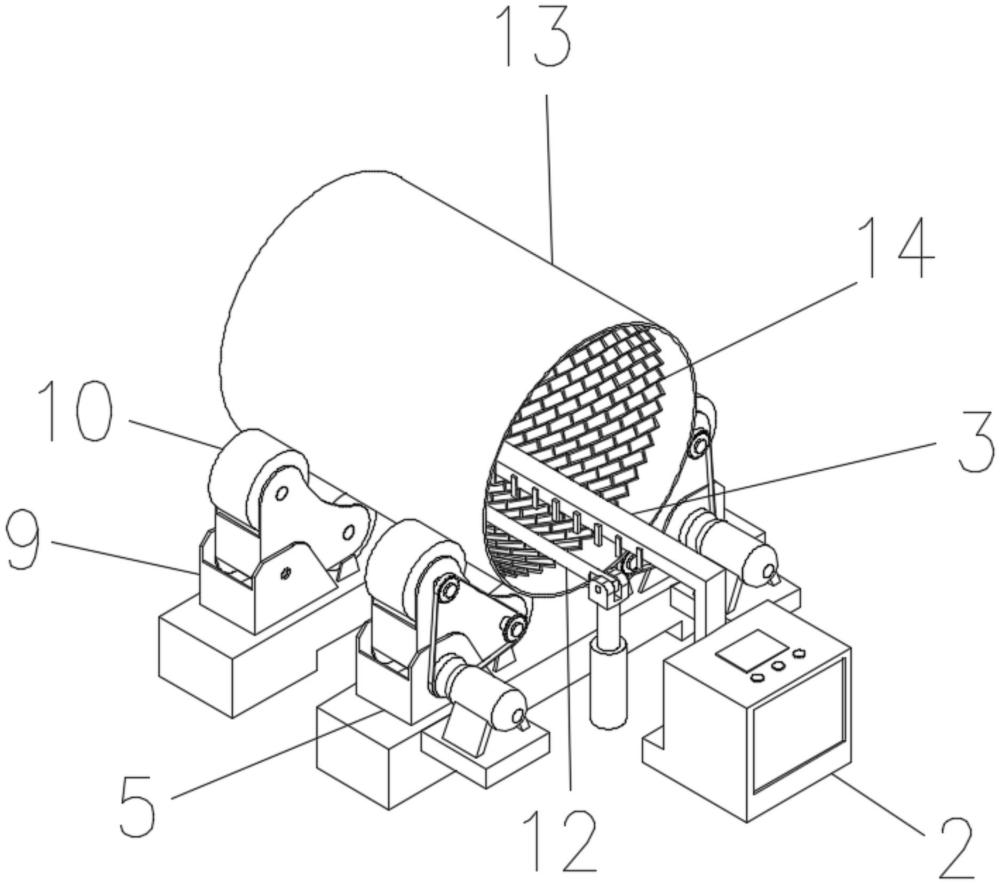
3、一种自动化排焊机,包括基座、排焊机构、旋转机构和电控箱,所述旋转机构设置于所述基座的上端面,所述排焊机构设置于所述基座的一侧,且所述排焊机构悬空延伸至所述旋转机构上方,所述电控箱设置于所述基座一侧,所述排焊机构与所述电控箱电连接。
4、进一步地,所述排焊机构包括排焊臂和若干个焊头,所述排焊臂的一端与所述电控箱连接,所述排焊臂的另一端向所述基座方向延伸,所述焊头均匀设置于所述排焊臂并向下延伸。
5、进一步地,所述旋转机构包括至少一组驱动机构和至少一组从动机构,所述驱动机构和所述从动机构均设置于所述基座的上端面,且所述从动机构均位于所述驱动机构的同一侧。
6、进一步地,所述驱动机构包括第一固定座、驱动轮、链条和电机,所述第一固定座固定设置于所述基座的上端面,所述电机设置于所述第一固定座的一侧,所述驱动轮设置于所述第一固定座并通过所述链条与电机的动力输出端连接。
7、进一步地,所述从动机构包括第二固定座和传动轮,所述第二固定座固定设置于所述基座的上端面,所述传动轮设置于所述第二固定座。
8、进一步地,所述排焊机还包括液压机构,所述液压机构包括液压缸和压辊,所述液压缸设置于所述基座两侧,所述压辊的两端分别设置于所述液压缸的动力输出端,且所述压辊位于所述排焊机构下方。
9、与现有技术相比,本实用新型的有益效果为:
10、本实用新型利用电控箱控制排焊机构和旋转机构,机械化排焊取代人工点焊,既提高了龟甲衬里储罐的生产效率和生产质量,也实现生产尺寸标准化和生产自动化。
技术特征:
1.一种自动化排焊机,其特征在于:包括基座、排焊机构、旋转机构和电控箱,所述旋转机构设置于所述基座的上端面,所述排焊机构设置于所述基座的一侧,且所述排焊机构悬空延伸至所述旋转机构上方,所述电控箱设置于所述基座一侧,所述排焊机构与所述电控箱电连接。
2.根据权利要求1所述的一种自动化排焊机,其特征在于:所述排焊机构包括排焊臂和若干个焊头,所述排焊臂的一端与所述电控箱连接,所述排焊臂的另一端向所述基座方向延伸,所述焊头均匀设置于所述排焊臂并向下延伸。
3.根据权利要求1所述的一种自动化排焊机,其特征在于:所述旋转机构包括至少一组驱动机构和至少一组从动机构,所述驱动机构和所述从动机构均设置于所述基座的上端面,且所述从动机构均位于所述驱动机构的同一侧。
4.根据权利要求3所述的一种自动化排焊机,其特征在于:所述驱动机构包括第一固定座、驱动轮、链条和电机,所述第一固定座固定设置于所述基座的上端面,所述电机设置于所述第一固定座的一侧,所述驱动轮设置于所述第一固定座并通过所述链条与电机的动力输出端连接。
5.根据权利要求3所述的一种自动化排焊机,其特征在于:所述从动机构包括第二固定座和传动轮,所述第二固定座固定设置于所述基座的上端面,所述传动轮设置于所述第二固定座。
6.根据权利要求1所述的一种自动化排焊机,其特征在于:所述排焊机还包括液压机构,所述液压机构包括液压缸和压辊,所述液压缸设置于所述基座两侧,所述压辊的两端分别设置于所述液压缸的动力输出端,且所述压辊位于所述排焊机构下方。
技术总结
本技术公开了一种自动化排焊机,包括基座、排焊机构、旋转机构和电控箱,所述旋转机构设置于所述基座的上端面,所述排焊机构设置于所述基座的一侧,且所述排焊机构悬空延伸至所述旋转机构上方,所述电控箱设置于所述基座一侧,所述排焊机构与所述电控箱电连接。本技术利用电控箱控制排焊机构和旋转机构,机械化排焊取代人工点焊,既提高了龟甲衬里储罐的生产效率和生产质量,也实现生产尺寸标准化和生产自动化。
技术研发人员:江五定,曾德华
受保护的技术使用者:东莞市久佳防腐设备有限公司
技术研发日:20230712
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!