一种杆件加工夹具的制作方法
本技术属于切削加工工艺装备,尤其涉及一种杆件加工夹具。
背景技术:
1、在采矿工程装备中,对于长径比大于10倍以上的长刀杆的加工十分重要,其加工质量直接影响着刀杆的最终使用性能要求,历来受到制造厂商的重视,然而由于长刀杆长径比很大,使用常规的切削加工方法,在切削加工过程中,由于工件受到来自于切削刀具的作用力以及工件与道具之间摩擦产生的切削热经工件传导,使工件原有的受力平衡体系被打破,工件处于局部受热状态,工件各个区域产生了不一致的应变和热变形,容易造成长刀杆同轴度、直线度、径向圆跳动的加工质量技术指标的下降,使工件的加工质量难以提高。
2、现有技术中,公开号为:“cn208428151u”的专利文献,公开了一种用于加工长钎杆的夹具,包括支承体和多个夹紧装置,夹紧装置包括u形支座、第一抱箍和第二抱箍,支座安装于支承体的同一个平面之上,第一抱箍固定安装于支座上,u形支座具有第一支臂和第二支臂,第二抱箍的一端与第一支臂铰接,当第二抱箍的另一端与第二支臂连接在一起时,第一抱箍与第二抱箍彼此相对的两个面围绕形成两端连通、四周封闭的夹紧曲面,夹紧曲面上安装有若干个滚动轴承;采用该专利技术方案,通过滚动轴承向工件施加径向夹紧力使工件夹紧,减少了对工件表面的损伤,然而,该夹具仍然存在以下缺陷,一方面,由于仅对工件径向方向进行装夹,工件容易沿其轴向出现窜动,影响加工精度,另一方面,在装夹工件时需要使用较多的螺栓、螺母等紧固件,一旦这些螺栓、螺母遗失后,难以寻获,影响工件装夹效率。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种杆件加工夹具。
2、本实用新型通过以下技术方案得以实现。
3、本实用新型提供一种杆件加工夹具,包括多个支承装置,所述支承装置包括基座、第一凸台、第二凸台、第一抱箍、第二抱箍和操作杆,所述第一凸台、第二凸台和第一抱箍均与所述基座固连,所述操作杆与所述第一凸台铰接,所述操作杆还与锁紧螺母螺接,所述第二抱箍的一端与所述第二凸台铰接,所述第二抱箍的另一端设有槽口,所述槽口口径大于所述操作杆的外径。
4、所述第一抱箍的表面设有第一沉槽,所述第二抱箍的表面设有第二沉槽,当使所述第二抱箍盖合第一抱箍时,第一沉槽与第二沉槽彼此相对对置,并且第一沉槽、第二沉槽内均安装有多个滚动轴承。
5、所述支承装置还包括限位套,限位套的外周面设有环槽,所述滚动轴承伸入该环槽内。
6、所述滚动轴承的数量为偶数,并且所有滚动轴承按照数量均匀划分后安装于所述第一沉槽、第二沉槽内。
7、所述滚动轴承的数量为4个。
8、其特征在于:所述滚动轴承是深沟球轴承。
9、所述第一抱箍、第二抱箍整体均为半圆形状。
10、所述杆件加工夹具还包括机架,所述支承装置使用螺栓安装于该机架上。
11、所述机架是采用矩形钢管或槽钢焊接制成的框架结构。
12、所述支承装置的数量不少于2个。
13、本实用新型的有益效果在于:采用本实用新型的技术方案,当对工件进行装夹时,翻转第二抱箍使其盖合第一抱箍,再使操作杆穿过第二抱箍表面上相应的槽口,拧紧锁紧螺母,就可使工件夹持于第一抱箍与第二抱箍之间,完成对工件的装夹,相比于现有技术,无论对工件是否进行装夹,锁紧螺母始终螺接于操作杆上,能够避免锁紧螺母遗失,提高工件装夹效率。
技术特征:
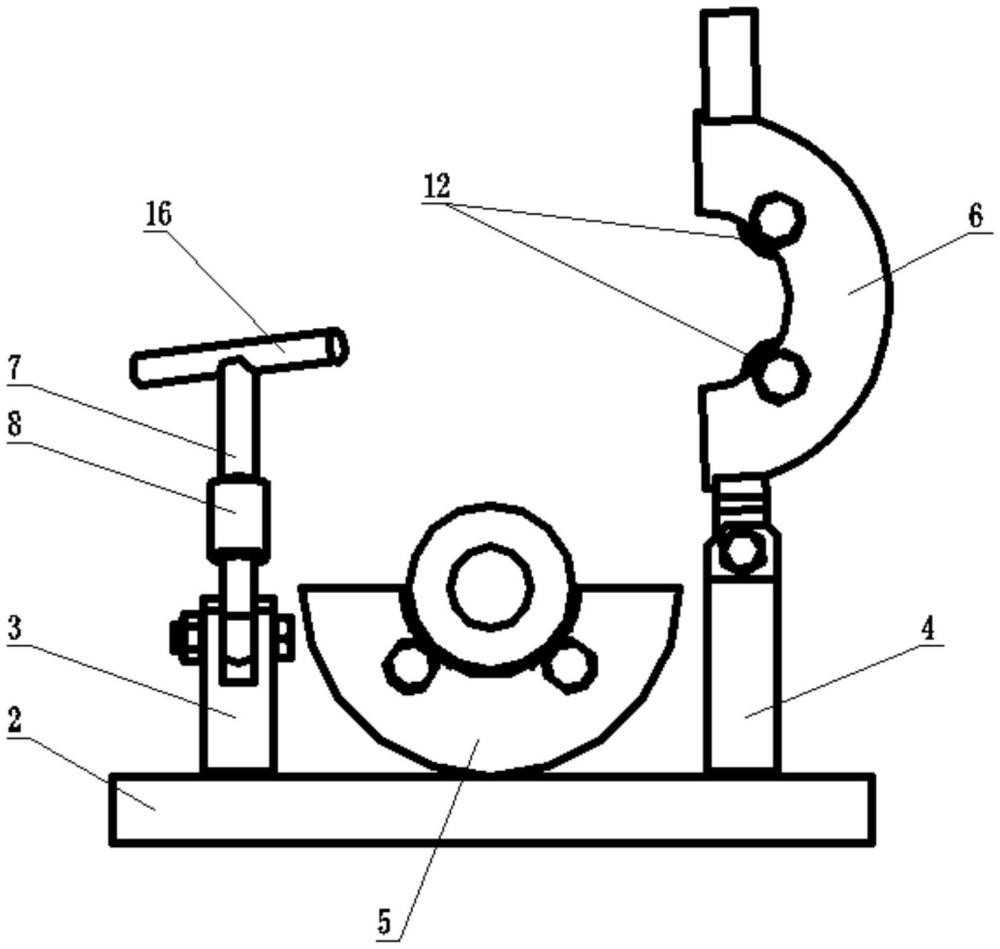
1.一种杆件加工夹具,其特征在于:包括多个支承装置(1),所述支承装置(1)包括基座(2)、第一凸台(3)、第二凸台(4)、第一抱箍(5)、第二抱箍(6)和操作杆(7),所述第一凸台(3)、第二凸台(4)和第一抱箍(5)均与所述基座(2)固连,所述操作杆(7)与所述第一凸台(3)铰接,所述操作杆(7)还与锁紧螺母(8)螺接,所述第二抱箍(6)的一端与所述第二凸台(4)铰接,所述第二抱箍(6)的另一端设有槽口(9),所述槽口(9)口径大于所述操作杆(7)的外径。
2.如权利要求1所述的杆件加工夹具,其特征在于:所述第一抱箍(5)的表面设有第一沉槽(10),所述第二抱箍(6)的表面设有第二沉槽(11),当使所述第二抱箍(6)盖合第一抱箍(5)时,第一沉槽(10)与第二沉槽(11)彼此相对对置,并且第一沉槽(10)、第二沉槽(11)内均安装有多个滚动轴承(12)。
3.如权利要求2所述的杆件加工夹具,其特征在于:所述支承装置(1)还包括限位套(13),限位套(13)的外周面设有环槽(14),所述滚动轴承(12)伸入该环槽(14)内。
4.如权利要求2所述的杆件加工夹具,其特征在于:所述滚动轴承(12)的数量为偶数,并且所有滚动轴承(12)按照数量均匀划分后安装于所述第一沉槽(10)、第二沉槽(11)内。
5.如权利要求4所述的杆件加工夹具,其特征在于:所述滚动轴承(12)的数量为4个。
6.如权利要求2至4任一项所述的杆件加工夹具,其特征在于:所述滚动轴承(12)是深沟球轴承。
7.如权利要求1或2所述的杆件加工夹具,其特征在于:所述第一抱箍(5)、第二抱箍(6)整体均为半圆形状。
8.如权利要求1所述的杆件加工夹具,其特征在于:所述杆件加工夹具还包括机架(15),所述支承装置(1)使用螺栓安装于该机架(15)上。
9.如权利要求8所述的杆件加工夹具,其特征在于:所述机架(15)是采用矩形钢管或槽钢焊接制成的框架结构。
10.如权利要求1或8所述的杆件加工夹具,其特征在于:所述支承装置(1)的数量不少于2个。
技术总结
本技术提供了一种杆件加工夹具,包括多个支承装置,支承装置包括基座、第一凸台、第二凸台、第一抱箍、第二抱箍和操作杆,第一凸台、第二凸台和第一抱箍均与基座固连,操作杆与第一凸台铰接,操作杆还与锁紧螺母螺接,第二抱箍的一端与第二凸台铰接,第二抱箍的另一端设有槽口,槽口口径大于操作杆的外径。采用本技术的技术方案,当对工件进行装夹时,翻转第二抱箍使其盖合第一抱箍,再使操作杆穿过第二抱箍表面上相应的槽口,拧紧锁紧螺母,就可使工件夹持于第一抱箍与第二抱箍之间,完成对工件的装夹,相比于现有技术,无论对工件是否进行装夹,锁紧螺母始终螺接于操作杆上,能够避免锁紧螺母遗失,提高工件装夹效率。
技术研发人员:汪国轩,周文
受保护的技术使用者:贵州捷盛钻具股份有限公司
技术研发日:20230714
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!