焊接压头的制作方法
本技术涉及电池制造设备,尤其涉及一种焊接压头。
背景技术:
1、在生产电池过程中,需要将集流盘压紧并焊接至电芯的顶部。为了使集流盘和电芯的极耳在焊接过程中保持相对固定,一般利用焊接压板对集流盘进行限位,焊接时为提高焊接质量会向待焊接区域吹入保护气体。现有技术中,通常采用独立的通气管朝向待焊接区域吹出保护气体。现有技术存在以下缺陷:在集流盘进行多条焊缝焊接时,焊接压板需对应每条焊缝的焊接位置设置多个独立的通气管,每条通气管长度不一致,导致每条焊缝的吹气力度难以统一,且独立通道吹气方向单一造成吹气力度较大,无法覆盖焊接区域,容易导致焊缝出现气孔或焊屑飞溅等缺陷,影响集流盘的焊接质量。
技术实现思路
1、本实用新型实施例的目的在于:提供一种焊接压头,其结构简单,且其焊接效果好。
2、为达此目的,本实用新型实施例采用以下技术方案:
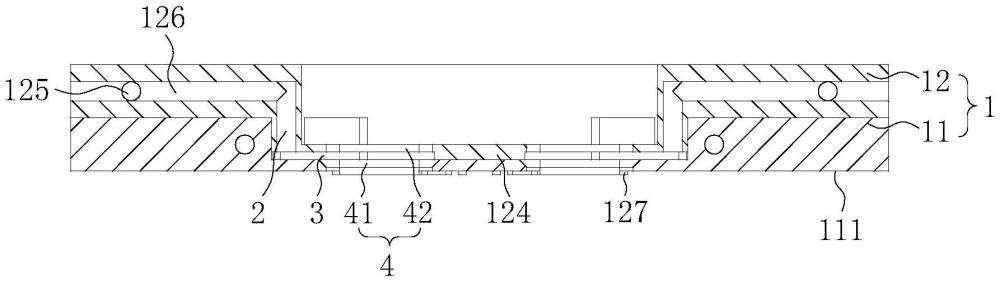
3、提供一种焊接压头,包括焊接压板,所述焊接压板设置有第一气孔和缓冲腔,所述第一气孔的一端与所述缓冲腔连通,所述第一气孔的另一端用于连通外部吹气设备,所述焊接压板具有用于抵紧集流盘的第一端面,所述焊接压板上开设有多个贯穿所述第一端面的避让口,所有的所述避让口均与所述缓冲腔连通。
4、作为焊接压头的一种优选方案,所述焊接压板包括可拆卸连接的第一压板和第二压板,所述第一压板具有所述第一端面和与所述第一端面相对设置的第二端面,所述第二端面凹陷设置有容纳槽,所述第二压板至少部分插设于所述容纳槽内,且所述第二压板与所述容纳槽的槽底间隔形成所述缓冲腔。
5、作为焊接压头的一种优选方案,所述避让口包括第一避让缺口和第二避让缺口,所述第一压板开设有多个贯穿所述容纳槽槽底的所述第一避让缺口,且所有的所述第一避让缺口沿所述容纳槽的中心轴线环形均布设置,所述第二压板对应所述第一避让缺口的位置设置有所述第二避让缺口,焊接设备依次穿过所述第二避让缺口和所述第一避让缺口对所述集流盘进行焊接。
6、作为焊接压头的一种优选方案,所述第一气孔设置于所述第二压板上,所述第一压板上设置有第二气孔,所述第二气孔的一端用于将所述集流盘吸附于所述第一端面上,所述第二气孔的另一端与外部负压设备连通。
7、作为焊接压头的一种优选方案,所述第二压板包括本体和连接部,所述本体朝向所述第一压板的一侧凸出设置有所述连接部,所述本体与所述第一压板可拆卸连接,所述连接部插设于所述容纳槽内。
8、作为焊接压头的一种优选方案,所述第一压板和所述本体两者中一个设置有第一孔,所述第一压板和所述本体两者中另一个设置有第二孔,螺栓穿过所述第一孔旋拧至所述第二孔内;或,
9、所述第一压板和所述本体两者中一个设置有卡扣,所述第一压板和所述本体两者中另一个设置有卡槽,所述卡扣卡接于所述卡槽。
10、作为焊接压头的一种优选方案,所述第一压板和所述本体两者中一个设置有插销,所述第一压板和所述本体两者中另一个设置有定位孔,所述插销插接于所述定位孔。
11、作为焊接压头的一种优选方案,所述连接部朝向所述容纳槽的槽底一侧设置有多个所述第一气孔,且所有的所述第一气孔沿所述连接部的中心环形均布设置。
12、作为焊接压头的一种优选方案,所述第二避让缺口贯穿所述连接部设置,所述连接部朝向所述容纳槽的槽底一侧凸出设置有抵紧部,所有的所述第二避让缺口环绕所述抵紧部的外周环形均布,所述抵紧部抵接于所述容纳槽的槽底。
13、作为焊接压头的一种优选方案,所述焊接压板朝向所述集流盘的一侧凸出设置有凸起部,所述凸起部与所述集流盘抵接。
14、本实用新型实施例的有益效果为:通过在焊接压板内设置缓冲腔对外部吹气设备输入的保护气体进行缓冲,使缓冲腔内缓冲后的保护气体能完全均衡的贯通每个避让口,有效提升保护气体对每个避让口的输入稳定性和保护气体在避让口内的周密性,保证保护气体对每个避让口吹气力度的一致性,有效保证集流盘与极耳的焊接质量;通过调整外部吹气设备即可调整缓冲腔的吹气力度,从而实现每个避让口吹气力度的统一调节,调整便利。
技术特征:
1.一种焊接压头,其特征在于,包括焊接压板,所述焊接压板设置有第一气孔和缓冲腔,所述第一气孔的一端与所述缓冲腔连通,所述第一气孔的另一端用于连通外部吹气设备,所述焊接压板具有用于抵紧集流盘的第一端面,所述焊接压板上开设有多个贯穿所述第一端面的避让口,所有的所述避让口均与所述缓冲腔连通。
2.根据权利要求1所述的焊接压头,其特征在于,所述焊接压板包括可拆卸连接的第一压板和第二压板,所述第一压板具有所述第一端面和与所述第一端面相对设置的第二端面,所述第二端面凹陷设置有容纳槽,所述第二压板至少部分插设于所述容纳槽内,且所述第二压板与所述容纳槽的槽底间隔形成所述缓冲腔。
3.根据权利要求2所述的焊接压头,其特征在于,所述避让口包括第一避让缺口和第二避让缺口,所述第一压板开设有多个贯穿所述容纳槽槽底的所述第一避让缺口,且所有的所述第一避让缺口沿所述容纳槽的中心轴线环形均布设置,所述第二压板对应所述第一避让缺口的位置设置有所述第二避让缺口,焊接设备依次穿过所述第二避让缺口和所述第一避让缺口对所述集流盘进行焊接。
4.根据权利要求3所述的焊接压头,其特征在于,所述第一气孔设置于所述第二压板上,所述第一压板上设置有第二气孔,所述第二气孔的一端用于将所述集流盘吸附于所述第一端面上,所述第二气孔的另一端与外部负压设备连通。
5.根据权利要求4所述的焊接压头,其特征在于,所述第二压板包括本体和连接部,所述本体朝向所述第一压板的一侧凸出设置有所述连接部,所述本体与所述第一压板可拆卸连接,所述连接部插设于所述容纳槽内。
6.根据权利要求5所述的焊接压头,其特征在于,所述第一压板和所述本体两者中一个设置有第一孔,所述第一压板和所述本体两者中另一个设置有第二孔,螺栓穿过所述第一孔旋拧至所述第二孔内;或,
7.根据权利要求5所述的焊接压头,其特征在于,所述第一压板和所述本体两者中一个设置有插销,所述第一压板和所述本体两者中另一个设置有定位孔,所述插销插接于所述定位孔。
8.根据权利要求5所述的焊接压头,其特征在于,所述连接部朝向所述容纳槽的槽底一侧设置有多个所述第一气孔,且所有的所述第一气孔沿所述连接部的中心环形均布设置。
9.根据权利要求8所述的焊接压头,其特征在于,所述第二避让缺口贯穿所述连接部设置,所述连接部朝向所述容纳槽的槽底一侧凸出设置有抵紧部,所有的所述第二避让缺口环绕所述抵紧部的外周环形均布,所述抵紧部抵接于所述容纳槽的槽底。
10.根据权利要求1-9任一项所述的焊接压头,其特征在于,所述焊接压板朝向所述集流盘的一侧凸出设置有凸起部,所述凸起部与所述集流盘抵接。
技术总结
本技术涉及一种焊接压头,包括焊接压板,焊接压板设置有第一气孔和缓冲腔,第一气孔的一端与缓冲腔连通,第一气孔的另一端用于连通外部吹气设备,焊接压板具有用于抵紧集流盘的第一端面,焊接压板上开设有多个贯穿第一端面的避让口,所有的避让口均与缓冲腔连通。本技术的焊接压头通过在焊接压板内设置缓冲腔对外部吹气设备输入的保护气体进行缓冲,使缓冲腔内缓冲后的保护气体能完全均衡的贯通每个避让口,有效提升保护气体对每个避让口的输入稳定性和保护气体在避让口内的周密性,保证保护气体对每个避让口吹气力度的一致性,有效保证集流盘与极耳的焊接质量。
技术研发人员:林世政,宋富强,郑国强,燕波,徐悦斌,何巍
受保护的技术使用者:湖北亿纬动力有限公司
技术研发日:20230717
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!