变速箱齿轮加工辅助工装的制作方法
本技术涉及辅助工装,更具体地涉及变速箱齿轮加工辅助工装。
背景技术:
1、变速箱齿轮是汽车运动中的核心传动部件,其加工质量的优劣对汽车总成乃至整车的振动噪声以及可靠性等会带来直接影响,有时会成为制约产品水平提高的关键因素,在变速箱齿轮加工铣削过程中,需要保证齿轮处在稳定的位置处,不能产生丝毫偏移,避免齿槽的铣削产生误差,且铣削过程中还需保证齿轮呈均匀转动,避免造成齿槽与齿槽之间存在误差,为此提供变速箱齿轮加工辅助工装,辅助加工齿轮可进行位置精调,提高产品加工质量。
技术实现思路
1、为了克服现有技术的上述缺陷,本实用新型提供了变速箱齿轮加工辅助工装,以解决上述背景技术中变速箱齿轮加工出现位置偏差与旋转偏差的问题。
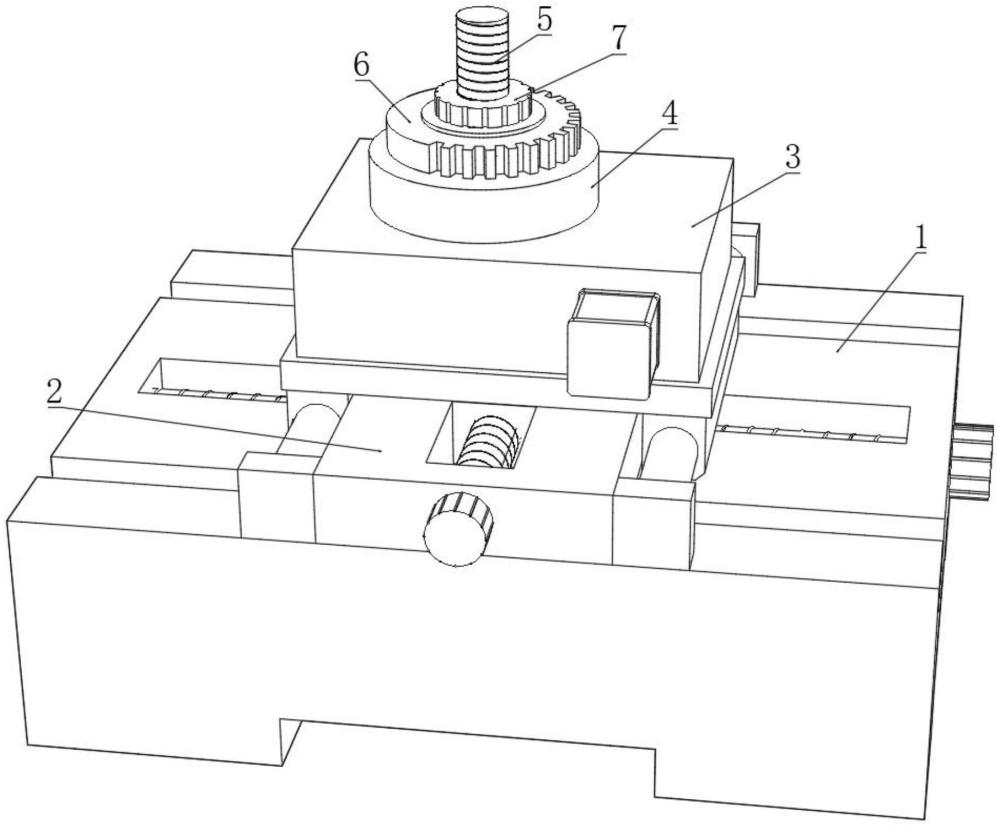
2、本实用新型提供如下技术方案:变速箱齿轮加工辅助工装,包括横向调控台,所述横向调控台的顶部输出端固定安装有纵向调控台,所述纵向调控台的顶部输出端固定安装有旋控台,所述旋控台包括有外壳,所述外壳内部活动套接有蜗杆,所述蜗杆侧壁啮合有蜗轮,所述外壳顶部开始有旋孔,其旋孔内活动套接有工作台,所述工作台底端与顶部蜗轮固定连接,所述外壳正面固定安装有伺服电机,所述伺服电机输出轴贯穿外壳与蜗杆连接,所述工作台顶部安装有螺纹腔柱,所述螺纹腔柱侧壁套接有加工件,所述螺纹腔柱侧壁螺纹套接有压盘。
3、进一步的,所述螺纹腔柱侧壁与加工件内腔贴合,所述螺纹腔柱直径规格与加工件内腔尺寸相匹配。
4、进一步的,所述螺纹腔柱包括有主腔柱,所述主腔柱底端固定连接有螺纹连接柱,所述工作台顶部开设有螺纹孔,所述螺纹连接柱在螺纹孔内螺纹套接。
5、进一步的,所述工作台与外壳顶部旋孔连接处设置有轴承。
6、进一步的,所述纵向调控台包括有板台,所述板台两侧均固定连接有耳块,所述板台两侧均设有定位轴,两个所述定位轴的正背端分别与不同的耳块固定连接,两个所述定位轴侧壁均活动套接有定位滑块,两个所述定位滑块在旋控台底部固定安装,所述板台顶部开设有纵向凹槽,其纵向凹槽内活动套接有第一螺纹轴,所述第一螺纹轴侧壁螺纹套接有第一移动块,所述第一移动块顶部与旋控台底部固定安装,所述板台正面活动套接有第一旋钮,所述第一旋钮贯穿板台与第一螺纹轴连接。
7、进一步的,所述板台顶部与旋控台底部具有两毫米至五毫米间隙。
8、进一步的,所述横向调控台包括有底台,所述底台顶部开设有两个横向t形滑槽,其横向t形滑槽内均活动套接有定位t形滑块,两个所述定位t形滑块顶部与板台底部固定安装,所述底台顶部开有横向凹槽,其横向凹槽内活动套接有第二螺纹轴,所述第二螺纹轴侧壁螺纹套接有第二移动块,所述第二移动块顶部与板台底部固定安装,所述底台一侧活动套接有第二旋钮,所述第二旋钮贯穿底台与第二螺纹轴连接。
9、进一步的,所述板台底部与底台顶部具有两毫米至五毫米间隙。
10、本实用新型的技术效果和优点:
11、本实用新型通过该辅助工装,可对变速箱齿轮进行横向与纵向位置精准调整,并锁定位置避免变速箱齿轮铣削中出现位置偏差,从而使产品加工质量提高,并通过该辅助工装,可带动铣削中的变速箱齿轮呈等距转动,确保加工齿轮铣削出的齿槽之间距离的一致,进一步提高变速箱齿轮加工质量。
技术特征:
1.变速箱齿轮加工辅助工装,其特征在于:包括横向调控台(1),所述横向调控台(1)的顶部输出端固定安装有纵向调控台(2),所述纵向调控台(2)的顶部输出端固定安装有旋控台(3),所述旋控台(3)包括有外壳(31),所述外壳(31)内部活动套接有蜗杆(33),所述蜗杆(33)侧壁啮合有蜗轮(32),所述外壳(31)顶部开始有旋孔,其旋孔内活动套接有工作台(4),所述工作台(4)底端与顶部蜗轮(32)固定连接,所述外壳(31)正面固定安装有伺服电机(34),所述伺服电机(34)输出轴贯穿外壳(31)与蜗杆(33)连接,所述工作台(4)顶部安装有螺纹腔柱(5),所述螺纹腔柱(5)侧壁套接有加工件(6),所述螺纹腔柱(5)侧壁螺纹套接有压盘(7)。
2.根据权利要求1所述的变速箱齿轮加工辅助工装,其特征在于:所述螺纹腔柱(5)侧壁与加工件(6)内腔贴合,所述螺纹腔柱(5)直径规格与加工件(6)内腔尺寸相匹配。
3.根据权利要求2所述的变速箱齿轮加工辅助工装,其特征在于:所述螺纹腔柱(5)包括有主腔柱(51),所述主腔柱(51)底端固定连接有螺纹连接柱(52),所述工作台(4)顶部开设有螺纹孔,所述螺纹连接柱(52)在螺纹孔内螺纹套接。
4.根据权利要求1所述的变速箱齿轮加工辅助工装,其特征在于:所述工作台(4)与外壳(31)顶部旋孔连接处设置有轴承。
5.根据权利要求1所述的变速箱齿轮加工辅助工装,其特征在于:所述纵向调控台(2)包括有板台(21),所述板台(21)两侧均固定连接有耳块(22),所述板台(21)两侧均设有定位轴(23),两个所述定位轴(23)的正背端分别与不同的耳块(22)固定连接,两个所述定位轴(23)侧壁均活动套接有定位滑块(24),两个所述定位滑块(24)在旋控台(3)底部固定安装,所述板台(21)顶部开设有纵向凹槽,其纵向凹槽内活动套接有第一螺纹轴(25),所述第一螺纹轴(25)侧壁螺纹套接有第一移动块(26),所述第一移动块(26)顶部与旋控台(3)底部固定安装,所述板台(21)正面活动套接有第一旋钮(27),所述第一旋钮(27)贯穿板台(21)与第一螺纹轴(25)连接。
6.根据权利要求5所述的变速箱齿轮加工辅助工装,其特征在于:所述板台(21)顶部与旋控台(3)底部具有两毫米至五毫米间隙。
7.根据权利要求1-5任一所述的变速箱齿轮加工辅助工装,其特征在于:所述横向调控台(1)包括有底台(11),所述底台(11)顶部开设有两个横向t形滑槽,其横向t形滑槽内均活动套接有定位t形滑块(12),两个所述定位t形滑块(12)顶部与板台(21)底部固定安装,所述底台(11)顶部开有横向凹槽,其横向凹槽内活动套接有第二螺纹轴(13),所述第二螺纹轴(13)侧壁螺纹套接有第二移动块(14),所述第二移动块(14)顶部与板台(21)底部固定安装,所述底台(11)一侧活动套接有第二旋钮(15),所述第二旋钮(15)贯穿底台(11)与第二螺纹轴(13)连接。
8.根据权利要求7所述的变速箱齿轮加工辅助工装,其特征在于:所述板台(21)底部与底台(11)顶部具有两毫米至五毫米间隙。
技术总结
本技术涉及辅助工装技术领域,且公开了变速箱齿轮加工辅助工装,包括横向调控台,横向调控台的顶部输出端固定安装有纵向调控台,纵向调控台的顶部输出端固定安装有旋控台,旋控台包括有外壳,外壳内部活动套接有蜗杆,蜗杆侧壁啮合有蜗轮,外壳顶部开始有旋孔,其旋孔内活动套接有工作台,工作台底端与顶部蜗轮固定连接,本技术通过该辅助工装,可对变速箱齿轮进行横向与纵向位置精准调整,并锁定位置避免变速箱齿轮铣削中出现位置偏差,从而使产品加工质量提高,并通过该辅助工装,可带动铣削中的变速箱齿轮呈等距转动,确保加工齿轮铣削出的齿槽之间距离的一致,进一步提高变速箱齿轮加工质量。
技术研发人员:李敏
受保护的技术使用者:重庆润汇德机械制造有限公司
技术研发日:20230719
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!