一种汽车零部件加工用冲压装置的制作方法
本技术涉及汽车零部件加工,特别涉及一种汽车零部件加工用冲压装置。
背景技术:
1、汽车零部件即是汽车配件,而汽车配件加工是构成汽车配件加工整体的各单元及服务于汽车配件加工的产品,其主要包括发动机配件、传动系配件、制动系配件、转向系配件、行走系配件、电器仪表系配件和汽车灯具配件等等,汽车在生产过程中需要使用到较多的零部件,且目前汽车的零部件多由金属材料直接冲压而成,这样一来,在汽车零部件生产过程中必定需要使用到冲压机。
2、中国专利公开了一种汽车零部件加工用冲压装置(授权公告号为:cn209829972u),其使得操作人员无需在每次加工完成后将废料进行清理,提高汽车零部件的加工效率,同时使得冲压模具便于更换,可对多种汽车零部件进行冲压加工,具有较高的适用性,无需购置多台装置进行冲压操作,降低装置购置的成本,降低生产成本的支出,然而上述冲压装置在对零部件完成冲压后,需要通过人工手动将零部件取出,由于零部件冲压大多为批量生产,所以每次冲压后都采用人工手动取出的话,这无疑会增加工作人员的工作强度,同时人工手动在拿取后若不慎出现掉落,此时零部件容易出现变形及损坏现象,从而影响零部件的后续使用。
技术实现思路
1、本实用新型要解决的技术问题是克服现有技术的缺陷,提供一种汽车零部件加工用冲压装置。
2、为了解决上述技术问题,本实用新型提供了如下的技术方案:
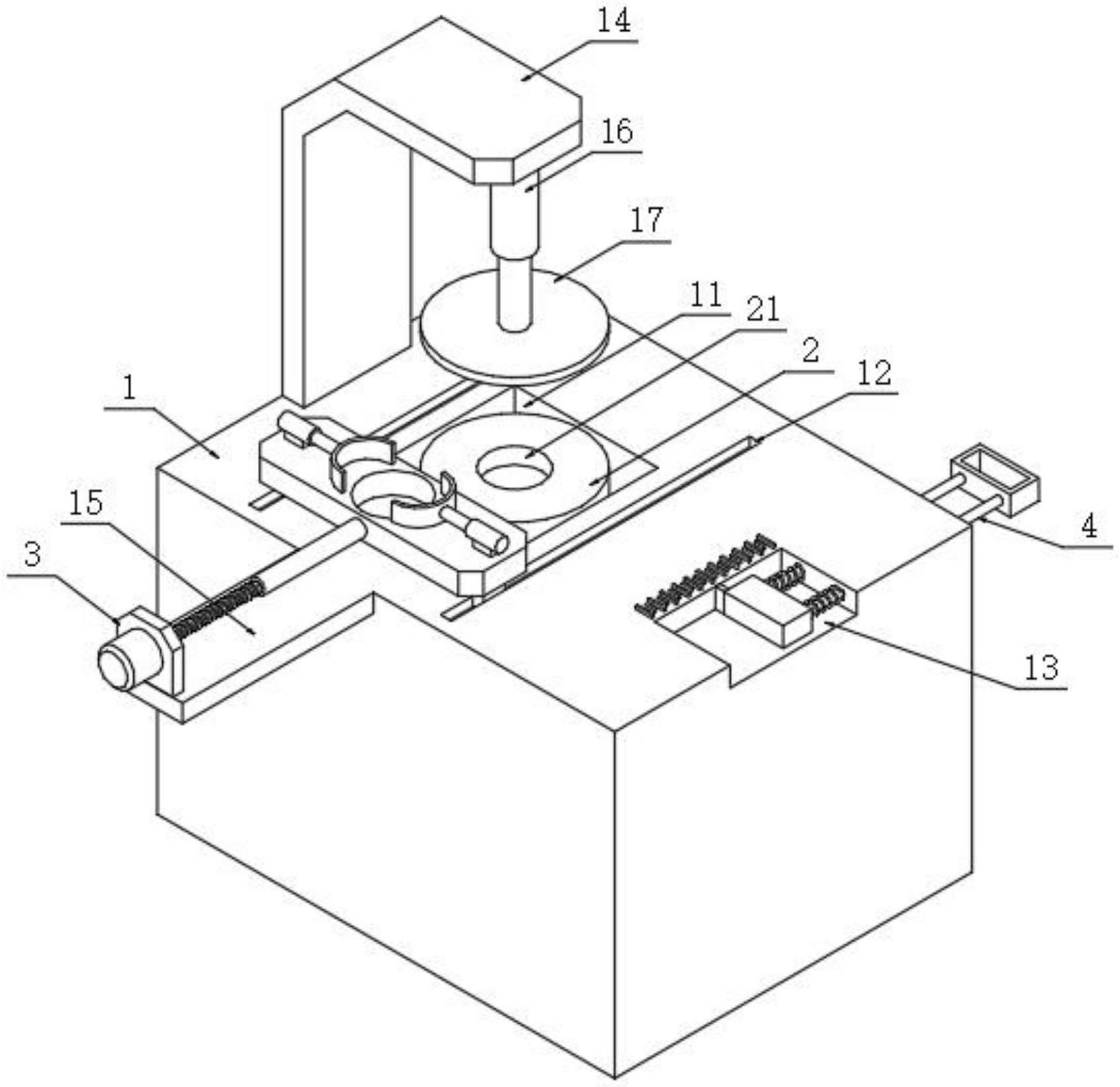
3、本实用新型一种汽车零部件加工用冲压装置,包括冲压台,所述冲压台的顶部开设有凹槽和限位槽,且冲压台的顶部前侧边缘处开设有放置槽,冲压台的顶部后侧边缘处固接有安装架,且冲压台的一侧固接有紧固板,安装架上固接有第一油缸,第一油缸的伸缩端上固接有凸模,凹槽的内部固接有凹模,凹模的顶部开设有模槽,模槽的内部固接有第二油缸,第二油缸的伸缩端上固接有模板,紧固板上安装有送料机构,放置槽内安装有测量机构。
4、作为本实用新型的一种优选技术方案,所述送料机构包括垫板、伺服电机和丝杆,垫板上固接有伺服电机,伺服电机的驱动端活动贯穿垫板并固接有丝杆,丝杆的一端螺纹套设有调节杆,调节杆的一端固接有夹持座,夹持座的底部固接有两个限位块,且夹持座的内部中心贯通有料孔,夹持座的顶部固接有对称分布的第一电动推杆和第二电动推杆,第一电动推杆的伸缩端上固接有第一夹板,第二电动推杆的伸缩端上固接有第二夹板。
5、作为本实用新型的一种优选技术方案,所述垫板固接在紧固板的顶部,夹持座位于凹模的上方处,料孔的直径大于模槽的直径,料孔的圆心和模槽的圆心位于同一水平线上,限位块滑动连接在限位槽的内部。
6、作为本实用新型的一种优选技术方案,所述第一夹板和第二夹板为相对分布,且第一夹板和第二夹板均为半圆形结构。
7、作为本实用新型的一种优选技术方案,所述测量机构包括把手、导向杆和弹簧,把手上固接有两个导向杆,两个导向杆的外部均活动套设有弹簧,导向杆的一端固接有防脱座,防脱座的后表面固接有指示板。
8、作为本实用新型的一种优选技术方案,所述导向杆活动贯穿冲压台,导向杆的一端位于放置槽的内部,且导向杆的另一端位于冲压台的外侧处。
9、作为本实用新型的一种优选技术方案,所述弹簧的一端固接在防脱座上,且弹簧的另一端固接在放置槽内,冲压台的顶部位于放置槽的后侧处还设置有刻度线。
10、与现有技术相比,本实用新型的有益效果如下:
11、1、送料机构可以将冲压后的零部件自动取出,无需人工手动取料,不仅降低了工人的劳动强度,同时可以防止人工取料时零部件出现掉落导致的变形及损坏现象,自动化程度更高;
12、2、测量机构可以对冲压后零部件的直径进行测量,便于及时得知所冲压的零部件尺寸是否合格,该测量机构测量速度快,测量精度高。
技术特征:
1.一种汽车零部件加工用冲压装置,包括冲压台(1),其特征在于,所述冲压台(1)的顶部开设有凹槽(11)和限位槽(12),且冲压台(1)的顶部前侧边缘处开设有放置槽(13),冲压台(1)的顶部后侧边缘处固接有安装架(14),且冲压台(1)的一侧固接有紧固板(15),安装架(14)上固接有第一油缸(16),第一油缸(16)的伸缩端上固接有凸模(17),凹槽(11)的内部固接有凹模(2),凹模(2)的顶部开设有模槽(21),模槽(21)的内部固接有第二油缸(22),第二油缸(22)的伸缩端上固接有模板(23),紧固板(15)上安装有送料机构(3),放置槽(13)内安装有测量机构(4)。
2.根据权利要求1所述的一种汽车零部件加工用冲压装置,其特征在于,所述送料机构(3)包括垫板(31)、伺服电机(32)和丝杆(33),垫板(31)上固接有伺服电机(32),伺服电机(32)的驱动端活动贯穿垫板(31)并固接有丝杆(33),丝杆(33)的一端螺纹套设有调节杆(34),调节杆(34)的一端固接有夹持座(35),夹持座(35)的底部固接有两个限位块(351),且夹持座(35)的内部中心贯通有料孔(352),夹持座(35)的顶部固接有对称分布的第一电动推杆(36)和第二电动推杆(37),第一电动推杆(36)的伸缩端上固接有第一夹板(38),第二电动推杆(37)的伸缩端上固接有第二夹板(39)。
3.根据权利要求2所述的一种汽车零部件加工用冲压装置,其特征在于,所述垫板(31)固接在紧固板(15)的顶部,夹持座(35)位于凹模(2)的上方处,料孔(352)的直径大于模槽(21)的直径,料孔(352)的圆心和模槽(21)的圆心位于同一水平线上,限位块(351)滑动连接在限位槽(12)的内部。
4.根据权利要求2所述的一种汽车零部件加工用冲压装置,其特征在于,所述第一夹板(38)和第二夹板(39)为相对分布,且第一夹板(38)和第二夹板(39)均为半圆形结构。
5.根据权利要求1所述的一种汽车零部件加工用冲压装置,其特征在于,所述测量机构(4)包括把手(41)、导向杆(42)和弹簧(43),把手(41)上固接有两个导向杆(42),两个导向杆(42)的外部均活动套设有弹簧(43),导向杆(42)的一端固接有防脱座(44),防脱座(44)的后表面固接有指示板(45)。
6.根据权利要求5所述的一种汽车零部件加工用冲压装置,其特征在于,所述导向杆(42)活动贯穿冲压台(1),导向杆(42)的一端位于放置槽(13)的内部,且导向杆(42)的另一端位于冲压台(1)的外侧处。
7.根据权利要求5所述的一种汽车零部件加工用冲压装置,其特征在于,所述弹簧(43)的一端固接在防脱座(44)上,且弹簧(43)的另一端固接在放置槽(13)内,冲压台(1)的顶部位于放置槽(13)的后侧处还设置有刻度线。
技术总结
本技术涉及汽车零部件加工技术领域,公开了一种汽车零部件加工用冲压装置,所述冲压台的顶部开设有凹槽和限位槽,且冲压台的顶部前侧边缘处开设有放置槽,冲压台的顶部后侧边缘处固接有安装架,且冲压台的一侧固接有紧固板,安装架上固接有第一油缸,第一油缸的伸缩端上固接有凸模,凹槽的内部固接有凹模,凹模的顶部开设有模槽,模槽的内部固接有第二油缸,第二油缸的伸缩端上固接有模板,紧固板上安装有送料机构,放置槽内安装有测量机构。送料机构可以将冲压后的零部件自动取出,无需人工手动取料,不仅降低了工人的劳动强度,同时可以防止人工取料时零部件出现掉落导致的变形及损坏现象,自动化程度更高。
技术研发人员:林世大,王秀芳,张建平
受保护的技术使用者:世亚(湖北)汽车零部件有限公司
技术研发日:20230726
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!