一种数控车床尾料利用装置的制作方法
本技术涉及短,具体为一种数控车床尾料利用装置。
背景技术:
1、目前,数控车床自动送料装置在工作时,送料夹需要夹持住工件约30mm长,再加上卡盘及筒夹的长度,会产生210mm的尾料无法自动送料加工,这些尾料通常被当做废料处理掉。
2、现有的数控车床坯料是2300mm一根,每根坯料都产生210mm的尾料,即2300mm坯料损耗210mm的尾料,尾料损耗率为9.13%(210mm/2300mm),材料损耗大、生产成本高。
技术实现思路
1、本实用新型的目的在于提供一种数控车床尾料利用装置,以解决上述背景技术中提出材料损耗大、生产成本高的问题。
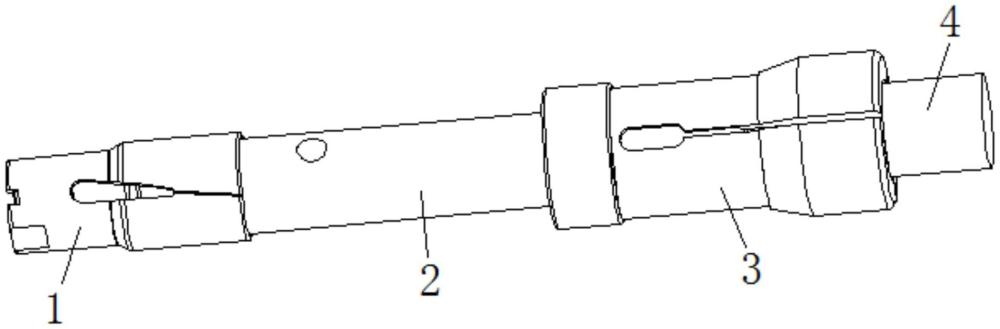
2、为实现上述目的,本实用新型提供如下技术方案:一种数控车床尾料利用装置,包括送料夹,所述送料夹的一侧设置有推料杆,且推料杆与送料夹相互插接配合;所述推料杆远离送料夹的一端套装有筒夹,且筒夹的一侧设置有坯料,并且坯料的一端插入至筒夹的内部。
3、优选的,所述送料夹的内部上攻有内螺牙,该内螺牙便于送料夹的螺纹安装工作。
4、优选的,所述推料杆位于筒夹内部的一端设置有外螺纹。
5、优选的,所述坯料位于筒夹内部的一侧设置有内螺纹,且内螺纹与外螺纹相互螺纹连接。
6、与现有技术相比,本实用新型的有益效果是:该数控车床尾料利用装置的送料夹不用夹持在坯料上,利用推料杆送料,提升材料利用率;而且该装置加工出来的产品尺寸稳定,尺寸精度高;同时使用该装置可提升材料利用率,材料损耗率由9.13%(210mm/2300mm)降至0.87%(20mm/2300mm)从而降低了生产成本。
技术特征:
1.一种数控车床尾料利用装置,包括送料夹(1),其特征在于:所述送料夹(1)的一侧设置有推料杆(2),且推料杆(2)与送料夹(1)相互插接配合;所述推料杆(2)远离送料夹(1)的一端套装有筒夹(3),且筒夹(3)的一侧设置有坯料(4),并且坯料(4)的一端插入至筒夹(3)的内部。
2.根据权利要求1所述的一种数控车床尾料利用装置,其特征在于:所述送料夹(1)的内部上攻有内螺牙(11),该内螺牙(11)便于送料夹(1)的螺纹安装工作。
3.根据权利要求1所述的一种数控车床尾料利用装置,其特征在于:所述推料杆(2)位于筒夹(3)内部的一端设置有外螺纹(21)。
4.根据权利要求1所述的一种数控车床尾料利用装置,其特征在于:所述坯料(4)位于筒夹(3)内部的一侧设置有内螺纹(41),且内螺纹(41)与外螺纹(21)相互螺纹连接。
技术总结
本技术涉及数控车床尾料利用技术领域,具体为一种数控车床尾料利用装置,包括送料夹,所述送料夹的一侧设置有推料杆,且推料杆与送料夹相互插接配合;所述推料杆远离送料夹的一端套装有筒夹,且筒夹的一侧设置有坯料,并且坯料的一端插入至筒夹的内部。本技术的送料夹不用夹持在坯料上,利用推料杆送料,提升材料利用率;而且该装置加工出来的产品尺寸稳定,尺寸精度高;同时使用该装置可提升材料利用率,材料损耗率由9.13%(210mm/2300mm)降至0.87%(20mm/2300mm)从而降低了生产成本。
技术研发人员:黎建勇,潘炳营
受保护的技术使用者:阳江三威汽车工业有限公司
技术研发日:20230726
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!