衬套组装装置的制作方法
本技术属于一种衬套装配结构,尤其是涉及一种衬套组装装置。
背景技术:
1、现有很多汽车五金件,如行李箱左右侧护板,在进行装配时,为了减少护板的磨损或者振动或者噪音,需要在装配孔的位置安装衬套,然后再与其他结构进行装配。但是,现有的衬套在装配时,是通过人工手动放置在装配孔处,再借住外力将衬套压入,需要人工逐个处理。该类组装方式在操作时,需要耗费较多的人力,而且通过人工手动组装,由于装配孔很多是不规律分布,因此很容易出现遗漏现象。
技术实现思路
1、本实用新型的目的在于提供一种能够解决上述问题中的至少一个的衬套组装装置。
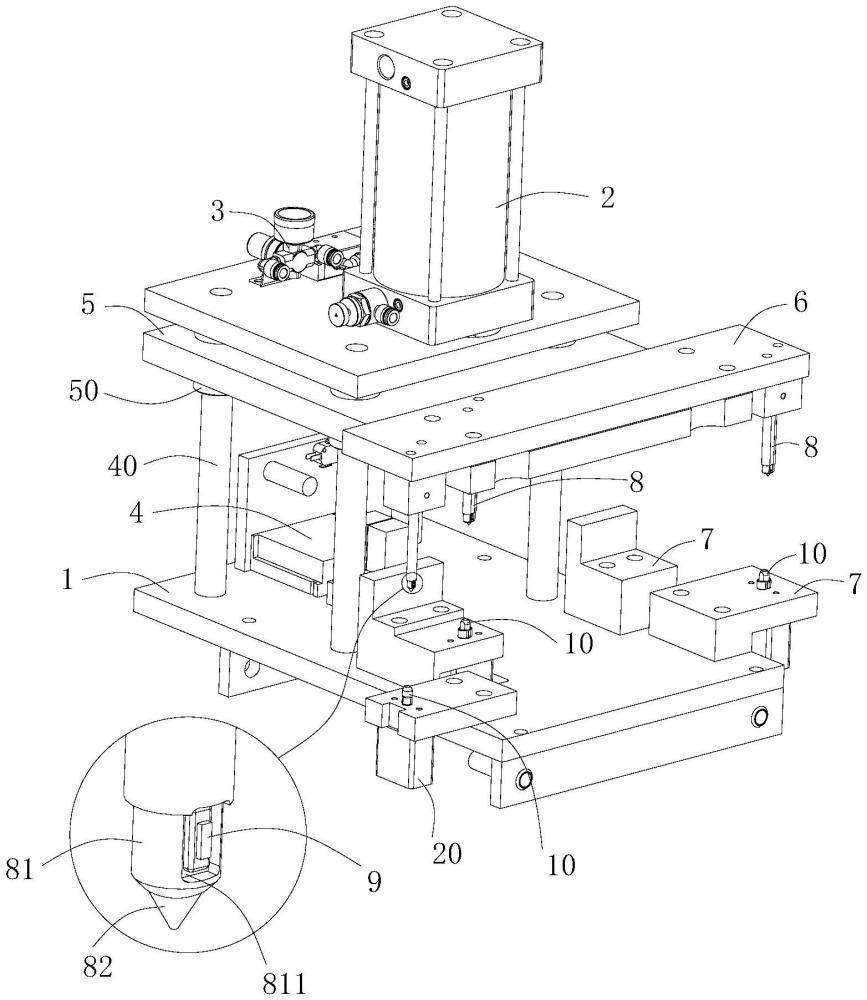
2、根据本实用新型的一个方面,提供了一种衬套组装装置,包括支架、气缸、电磁阀、电源、升降板、上模板和定位块,气缸设于支架的上方,升降板与气缸的活塞杆连接,上模板固定在升降板上,定位块固定在支架上,并与上模板相对应,上模板上设有插杆,插杆为多个,各插杆上均设有开关,各开关均与电源电连接,电磁阀与电源电连接,电磁阀与气缸的进气端相连通。
3、本实用新型的有益效果是:通过在上模板上设有多个插杆,方便将衬套预先套设在各插杆上;通过设有开关,使得衬套套设后相应开关才接通,有效避免了遗漏套设衬套的现象,保证了衬套的正常组装;由于设有定位块,可以方便工件的快速定位放置,通过气缸推动上模板向下移动,推动插杆向下,使得插杆上的衬套套设在工件上,无需人工逐个组装,大大节省了人工,且通过电磁阀实现了气缸的电控制,操作方便。
4、在一些实施方式中,定位块为多个,其中三个定位块上均设有定位销,定位销与插杆对应设置,定位销能够贯穿定位块后伸出。由此,通过设有定位销,可以将工件上的相应孔插入到定位销内,实现了工件的快速定位。
5、在一些实施方式中,衬套组装装置还包括安装块,安装块上开设有安装孔,安装孔内设有弹簧,安装块固定在定位块的下方,定位销的底端与弹簧相抵接。由此,当插杆向下时,可以推动定位销向下移动,便于将衬套插入到产品的相应孔内,实现衬套的组装。
6、在一些实施方式中,定位销呈t型,定位块上设有通孔,定位销的大端与弹簧相抵接,定位块的小端能够贯穿通孔后伸出,定位销的大端的外径大于通孔的内径。由此,使得定位销能够在弹簧的作用下复位,并伸出定位块,便于对工件的定位。
7、在一些实施方式中,插杆为中空结构,插杆的下端设有安装部和导向部,导向部呈锥形,安装部的外径小于插杆上部的外径,安装部设有安装孔,开关位于侧孔内,其外端面超出侧孔的外边缘。由此,通过设有导向部,便于轴套的导向插入和滑出;设有安装部,便于轴套的套设。
8、在一些实施方式中,衬套组装装置还包括安装柱,安装柱固定在支架上,升降板通过轴承套设在安装柱上。由此,通过安装柱,可以对升降板的升降起到导向作用。
技术特征:
1.衬套组装装置,其特征在于,包括支架(1)、气缸(2)、电磁阀(3)、电源(4)、升降板(5)、上模板(6)和定位块(7),所述气缸(2)设于支架(1)的上方,所述升降板(5)与气缸(2)的活塞杆连接,所述上模板(6)固定在升降板(5)上,所述定位块(7)固定在支架(1)上,并与上模板(6)相对应,所述上模板(6)上设有插杆(8),所述插杆(8)为多个,各所述插杆(8)上均设有开关(9),各所述开关(9)均与电源(4)电连接,所述电磁阀(3)与电源(4)电连接,所述电磁阀(3)与气缸(2)的进气端相连通。
2.根据权利要求1所述的衬套组装装置,其特征在于,所述定位块(7)为多个,其中三个所述定位块(7)上均设有定位销(10),所述定位销(10)与插杆(8)对应设置,所述定位销(10)能够贯穿定位块(7)后伸出。
3.根据权利要求2所述的衬套组装装置,其特征在于,还包括安装块(20),所述安装块(20)上开设有安装孔(201),所述安装孔(201)内设有弹簧(30),所述安装块(20)固定在定位块(7)的下方,所述定位销(10)的底端与弹簧(30)相抵接。
4.根据权利要求3所述的衬套组装装置,其特征在于,所述定位销(10)呈t型,所述定位块(7)上设有通孔,所述定位销(10)的大端与弹簧相抵接,所述定位块(7)的小端能够贯穿所述通孔后伸出,所述定位销(10)的大端的外径大于所述通孔的内径。
5.根据权利要求1~4任一项所述的衬套组装装置,其特征在于,所述插杆(8)为中空结构,所述插杆(8)的下端设有安装部(81)和导向部(82),所述导向部(82)呈锥形,所述安装部(81)的外径小于插杆(8)上部的外径,所述安装部(81)设有侧孔(811),所述开关(9)位于侧孔(811)内,其外端面超出安装部(81)的外边缘。
6.根据权利要求5所述的衬套组装装置,其特征在于,还包括安装柱(40),所述安装柱(40)固定在支架(1)上,所述升降板(5)通过轴承(50)套设在安装柱上。
技术总结
本技术公开了一种衬套组装装置,包括支架、气缸、电磁阀、电源、升降板、上模板和定位块,气缸设于支架的上方,升降板与气缸的活塞杆连接,上模板固定在升降板上,定位块固定在支架上,并与上模板相对应,上模板上设有插杆,插杆为多个,各插杆上均设有开关,各开关均与电源电连接,电磁阀与电源电连接,电磁阀与气缸的进气端相连通。通过在上模板上设有多个插杆,方便将衬套预先套设在各插杆上;通过设有开关,使得衬套套设后相应开关才接通,有效避免了遗漏套设衬套的现象,保证了衬套的正常组装;通过气缸推动上模板向下移动,推动插杆向下,使得插杆上的衬套套设在工件上,无需人工逐个组装,大大节省了人工,操作方便。
技术研发人员:陈昆,陈峰,余通
受保护的技术使用者:佛山进发汽车零部件有限公司
技术研发日:20230726
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!