一种可自动上料的汽车座椅钢管冲弧装置的制作方法
本技术涉及钢管冲弧装置,具体为一种可自动上料的汽车座椅钢管冲弧装置。
背景技术:
1、汽车座椅钢管冲弧装置是一种用于车辆座椅制造的设备,它主要用于将钢管进行冲弧加工,以形成座椅的框架结构;
2、目前的车辆座椅钢管冲弧装置需要人工手动将钢管不断装填在夹具上,然后通过夹具输送至冲弧装置,通过冲弧装置对钢管进行弯曲,形成座椅骨架,从而加大了劳动强度,无法进行自动上料;
3、如中国专利cn210586627u公开的一种汽车座椅钢管原料冲弧装置,包括用于固定钢管原料端部的固定下模和活动上模,所述固定下模的顶面和所述活动上模的底面结构相同且均包括相互垂直的钢管原料固定槽和弧形冲裁刀具槽;还包括可以沿所述弧形冲裁刀具槽延伸方向往复运动的钢管弧形冲裁刀具、轴线与所述钢管原料固定槽延伸方向共线的钢管原料推送气缸,且所述钢管原料推送气缸的缸筒位置固定设置,所述钢管原料推送气缸的活塞杆朝向所述钢管原料固定槽设置。这种冲弧装置通过切割的方式从而提高冲弧的效率,但是仍然需要人工进行钢管的装填,无法解放双手,使得人工劳动强度大,加工效率低;
4、因此,需要一种能够自动装填钢管的汽车座椅钢管冲弧装置。
技术实现思路
1、本实用新型的目的在于提供一种可自动上料的汽车座椅钢管冲弧装置,以解决上述背景技术中提出的现有的汽车座椅钢管冲弧装置需要人工进行钢管装填,人工劳动强度大,加工效率低的问题。
2、本实用新型提供如下技术方案:
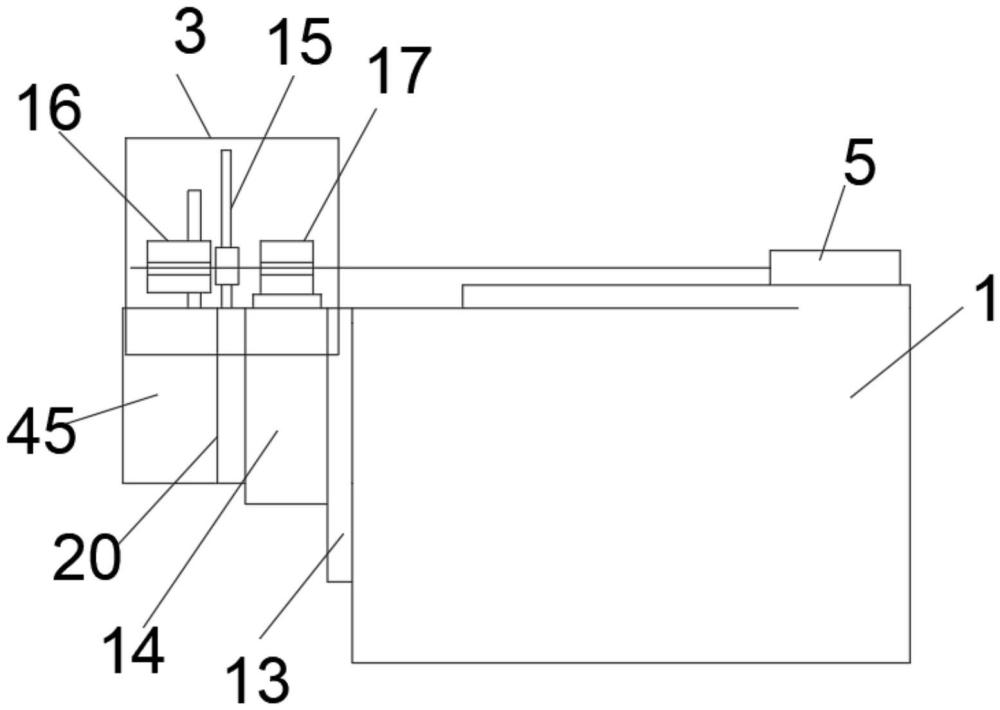
3、本实用新型提供一种可自动上料的汽车座椅钢管冲弧装置,包括:箱体,所述箱体顶面设置有上料槽,所述上料槽的其中一端设置有输送装置,另一端设置有冲弧装置,所述箱体内设置有钢管储存仓以及上料装置,所述箱体上部空间通过所述上料槽与所述钢管储存仓连通,所述上料装置用于将钢管储存仓内的钢管陆续顶起,并穿过上料槽与所述输送装置配合,所述输送装置用于将穿过上料槽的钢管推动至冲弧装置,所述冲弧装置用于对所述输送装置输送的钢管进行折弯。
4、优选的,所述输送装置包括两间隔设置的滑轨,两所述滑轨沿所述上料槽长度方向间隔设置在所述上料槽两侧,两所述滑轨远离上料槽的一面均设置有齿条,两所述齿条表面均啮合有第一齿轮,两所述第一齿轮轴心均连接有伺服电机输出轴,所述伺服电机的底座朝上设置并安装在滑块两侧,所述滑块滑动设置在两所述滑轨表面,所述滑块底面设置有夹取装置。
5、优选的,所述夹取装置设置在两所述滑轨之间,所述夹取装置设置有两组,两组所述夹取装置沿所述上料槽长度方向间隔设置在所述滑块底面。
6、优选的,所述夹取装置包括两间隔设置的伺服夹爪,两所述伺服夹爪分别设置在滑块底面靠近滑轨的两侧,两所述伺服夹爪配合并用于夹取上料槽顶起的钢管。
7、优选的,所述箱体远离输送装置一侧设置有提升台,所述提升台与所述箱体之间设置有调高滑轨组件,所述调高滑轨组件的一侧连接箱体侧壁,另一侧连接所述提升台侧壁,所述调高滑轨组件用于调节所述提升台高度;
8、所述冲弧装置包括定位组件、弯折组件、限弯组件,所述定位组件设置在所述弯折组件与所述限弯组件之间,所述定位组件设置在所述上料槽的其中一侧,所述限弯组件与所述弯折组件均设置在所述上料槽远离定位组件的一侧,所述限弯组件设置在所述提升台表面。
9、优选的,所述定位组件包括定位杆,所述定位杆竖直设置在所述提升台表面,所述定位杆周向外壁间隔设置有第一定滑轮、第一限位板,所述第一限位板靠近上料槽的一面设置有第一限位槽,所述第一限位槽水平设置。
10、优选的,所述限弯组件包括第一伺服驱动杆,所述第一伺服驱动杆水平且垂直上料槽所在直线设置,所述第一伺服驱动杆的其中一端设置在所述上料槽一侧上部,所述第一伺服驱动杆靠近上料槽的一端间隔设置有第二定滑轮、第二限位板,所述第二限位板靠近上料槽的一面设置有第二限位槽,所述第二定滑轮与所述第一定滑轮、第二限位板与第一限位板一一对应;
11、所述第一伺服驱动杆用于调节所述第二限位板、第二定滑轮与定位组件的水平间距。
12、优选的,所述弯折组件包括安装板,所述安装板的其中一端面通过铰接件铰接提升台远离箱体一侧面,所述铰接件设置在所述上料槽靠近定位组件一侧,所述安装板设置在上料槽远离铰接件的一侧,所述安装板与所述提升台之间设置有电动推杆,所述电动推杆两端分别与所述安装板侧壁、提升台侧壁铰接,所述电动推杆用于调节所述安装板与所述提升台侧壁夹角;
13、所述定位杆安装在所述铰接件顶面,
14、还包括第二伺服驱动杆,所述第二伺服驱动杆沿所述安装板长度方向设置在所述安装板顶面,所述第二伺服驱动杆靠近上料槽的一端竖直方向间隔设置有第三定滑轮、第三限位板,所述第三限位板靠近上料槽的一面设置有第三限位槽。
15、优选的,所述钢管储存仓还设置有矫正装置,所述矫正装置与所述上料装置间隔设置在所述钢管储存仓内,所述矫正装置包括两间隔设置的滚筒,所述滚筒轴向外壁间隔设置有若干卡槽,各所述卡槽沿所述滚筒长度方向平行设置,各所述卡槽截面为半圆形,各所述滚筒的其中一端面均设置有第二齿轮,两所述第二齿轮相互啮合,其中一所述滚筒远离第二齿轮的一端设置有第一皮带轮,所述第一皮带轮通过皮带连接第二皮带轮,所述第二皮带轮轴心连接矫正电机,所述矫正电机设置在所述钢管储存仓内,两所述滚筒两端均转动连接所述储存仓两侧内壁;
16、所述矫正装置下部设置有导向台,所述导向台顶面设置有斜坡,所述斜坡朝向所述上料装置设置,所述斜坡下部靠近所述上料装置设置。
17、优选的,所述上料装置包括圆柱上料桶,所述圆柱上料桶两端转动连接所述钢管储存仓内壁,所述圆柱上料桶与所述滚筒平行设置,所述圆柱上料桶的其中一端连接上料电机,所述上料电机用于驱动所述圆柱上料桶旋转,所述圆柱上料桶周向外壁间隔设置有若干上料板,各所述上料板平行且沿所述圆柱上料桶长度方向设置,各所述上料板远离圆柱上料桶的一侧均设置有u型卡爪,所述u型卡爪的u型结构底面连接所述圆柱上料桶,所述u型卡爪的其中一端设置有延伸端,所述延伸端配合所述u型卡爪的u型槽用于托起钢管。
18、与现有技术相比,本实用新型的有益效果是:
19、本实用新型提供一种可自动上料的汽车座椅钢管冲弧装置,包括:箱体,所述箱体顶面设置有上料槽,所述上料槽的其中一端设置有输送装置,另一端设置有冲弧装置,所述箱体内设置有钢管储存仓以及上料装置,所述箱体上部空间通过所述上料槽与所述钢管储存仓连通,所述上料装置用于将钢管储存仓内的钢管陆续顶起,并穿过上料槽与所述输送装置配合,所述输送装置用于将穿过上料槽的钢管推动至冲弧装置,所述冲弧装置用于对所述输送装置输送的钢管进行折弯。
20、设备启动后,上料装置将钢管储存仓内的钢管陆续顶起,同时输送装置由上料槽的一侧对上料装置顶起的钢管进行夹取,并向冲弧装置移动,通过冲弧装置对钢管进行弯折,从而将钢管加工成汽车座椅的骨架,相比于常规的冲弧装置,无需人工将钢管不断加载在输送装置上,将钢管储存在钢管储存仓内,从而能够减少箱体后方安装钢管的空间,提高加工效率,降低人工劳动强度。
- 还没有人留言评论。精彩留言会获得点赞!