一种气动弯管机的制作方法
本技术属于管件加工,具体涉及一种气动弯管机。
背景技术:
1、随着电加热管行业的迅速发展,电加热管应用领域广且种类较多,而目前对尾部折弯尺寸短,弯位小的电加热管需求相对更大,按现有的常规逐步成形法操作需要先成形较大半径的管材弯头,再使弯头放置于型模中,在弯曲位置部分压扁,在压模中压弯成小弯曲半径的弯头,必要时要进行多次热处理后压扁和压弯才能最终成形;该流程导致电加热管的制作工艺复杂且加工周期长,成本高,生产效率低。
技术实现思路
1、为解决现有技术中的不足,本实用新型提供一种气动弯管机,通过在圆盘中心设置内轮,在内轮旁设置外轮并在外轮同侧设置滑动跟随机构,管件两侧分别紧贴内轮和滑动跟随机构放置,使用气动驱动机构经传动机构驱动圆盘转动,外轮抵住管件绕内轮弯折,滑动跟随机构协助管件弯折并随管件移动,从而一次成形小弯曲半径的管件,无需多次逐步成形及热处理,达到缩短产品生产周期,降低生产成本和提升产品生产效率的目的。
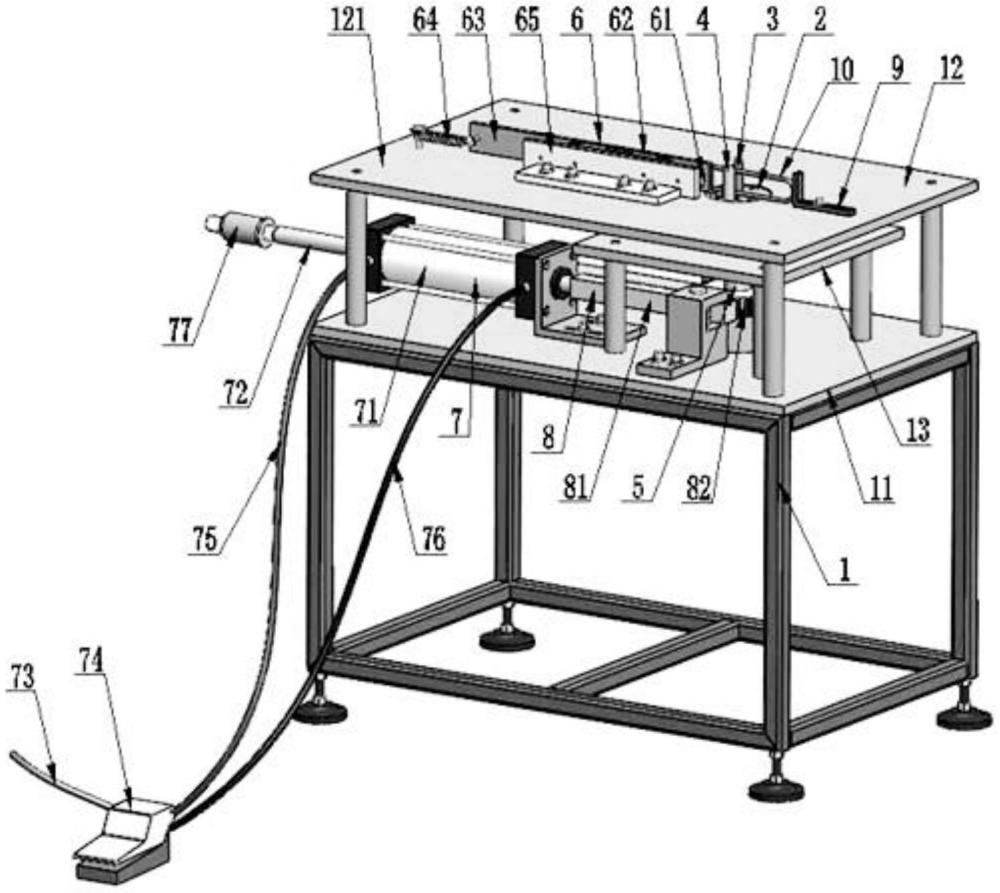
2、本实用新型提供一种一种气动弯管机,包括:机架,安装在所述机架上的驱动机构,与所述驱动机构的动力输出端连接的传动组件,一端可转动地安装在所述机架上的转轴,安装在所述转轴的另一端的圆盘,所述驱动机构通过所述传动组件驱动所述转轴旋转,所述圆盘随所述转轴同轴旋转,所述圆盘端部中心设有内轮,所述内轮旁间隔设有外轮,管件置于所述外轮和所述内轮之间且紧贴所述内轮,位于所述管件的外轮一侧设有紧贴所述管件侧面的滑动跟随机构,所述滑动跟随机构可在所述管件折弯时随所述管件移动。
3、在一些实施例中,所述滑动跟随机构包括安装在所述机架上的直线滑轨,可滑动地安装在所述滑轨上的滑块,以及连接在所述滑块上的滑动导板,所述滑动导板紧贴所述管件侧面;所述滑动导板远离所述管件移动方向的一端设有用于使所述滑动导板自动复位的弹性复位件。
4、所述弹性复位件为一端与所述滑动导板连接,另一端设置在所述机架上的弹簧。
5、在一些实施例中,所述滑动跟随机构还包括安装在所述机架上可在垂直于所述管件长度方向上位置调节的调节板,所述调节板上设有多个腰型孔,所述调节板通过螺栓可调节地安装在所述机架上,所述直线滑轨安装在所述调节板侧面。
6、在一些实施例中,还包括用于调节所述管件折弯长度的定位板,所述定位板的底边安装在所述机架上,且所述定位板的位置在平行于所述管件长度的方向上可调,所述管件的待折弯端端部与所述定位板接触。
7、所述定位板的底边设有腰型孔,在所述机架上平行于所述管件长度的方向上间隔设有多个定位孔,所述定位板通过定位螺栓穿过所述腰型孔旋入不同位置的所述定位孔中以固定位置。
8、在一些实施例中,所述驱动机构包括气缸及活塞杆,所述传动机构包括与所述活塞杆端部连接的齿条,与所述齿条啮合、安装在所述转轴上的齿轮,所述转轴随所述齿轮同步转动。
9、所述活塞杆端部设有用于控制行程的定位螺帽。
10、在一些实施例中,所述内轮可拆卸地设置在所述圆盘上表面中心。
11、在一些实施例中,所述管件为电加热管。
12、与现有技术相比,本实用新型所达到的有益效果:
13、本实用新型通过通过在圆盘中心设置内轮,在内轮旁设置外轮并在外轮同侧设置滑动跟随机构,管件两侧分别紧贴内轮和滑动跟随机构放置,使用气动驱动机构经传动机构驱动圆盘转动,外轮抵住管件绕内轮弯折,滑动跟随机构协助管件弯折并随管件移动,从而一次成形小弯曲半径的管件,无需多次逐步成形及热处理,缩短了产品生产周期,降低了生产成本,提高了产品生产效率,保障了管件加工的质量。
技术特征:
1.一种气动弯管机,其特征在于,包括:机架,安装在所述机架上的驱动机构,与所述驱动机构的动力输出端连接的传动机构,一端可转动地安装在所述机架上的转轴,安装在所述转轴的另一端的圆盘,所述驱动机构通过所述传动机构驱动所述转轴旋转,所述圆盘随所述转轴同轴旋转,所述圆盘端部中心设有内轮,所述内轮旁间隔设有外轮,管件置于所述外轮和所述内轮之间且紧贴所述内轮,位于所述管件的外轮一侧设有紧贴所述管件侧面的滑动跟随机构,所述滑动跟随机构可在所述管件折弯时随所述管件移动。
2.根据权利要求1所述的气动弯管机,其特征在于,所述滑动跟随机构包括安装在所述机架上的直线滑轨,可滑动地安装在所述滑轨上的滑块,以及连接在所述滑块上的滑动导板,所述滑动导板紧贴所述管件侧面;所述滑动导板远离所述管件移动方向的一端设有用于使所述滑动导板自动复位的弹性复位件。
3.根据权利要求2所述的气动弯管机,其特征在于,所述弹性复位件为一端与所述滑动导板连接,另一端设置在所述机架上的弹簧。
4.根据权利要求2所述的气动弯管机,其特征在于,所述滑动跟随机构还包括安装在所述机架上可在垂直于所述管件长度方向上位置调节的调节板,所述调节板上设有多个腰型孔,所述调节板通过螺栓可调节地安装在所述机架上,所述直线滑轨安装在所述调节板侧面。
5.根据权利要求1所述的气动弯管机,其特征在于,还包括用于调节所述管件折弯长度的定位板,所述定位板的底边安装在所述机架上,且所述定位板的位置在平行于所述管件长度的方向上可调,所述管件的待折弯端端部与所述定位板接触。
6.根据权利要求5所述的气动弯管机,其特征在于,所述定位板的底边设有腰型孔,在所述机架上平行于所述管件长度的方向上间隔设有多个定位孔,所述定位板通过定位螺栓穿过所述腰型孔旋入不同位置的所述定位孔中以固定位置。
7.根据权利要求1所述的气动弯管机,其特征在于,所述驱动机构包括气缸及活塞杆,所述传动机构包括与所述活塞杆端部连接的齿条,与所述齿条啮合、安装在所述转轴上的齿轮,所述转轴随所述齿轮同步转动。
8.根据权利要求7所述的气动弯管机,其特征在于,所述活塞杆端部设有用于控制行程的定位螺帽。
9.根据权利要求1所述的气动弯管机,其特征在于,所述内轮可拆卸地设置在所述圆盘上表面中心。
10.根据权利要求1所述的气动弯管机,其特征在于,所述管件为电加热管。
技术总结
本技术涉及一种气动弯管机,包括:机架,安装在所述机架上的驱动机构,与所述驱动机构的动力输出端连接的传动组件,一端可转动地安装在所述机架上的转轴,安装在所述转轴的另一端的圆盘,所述驱动机构通过所述传动组件驱动所述转轴旋转,所述圆盘随所述转轴同轴旋转,所述圆盘端部中心设有内轮,所述内轮旁间隔设有外轮,管件置于所述外轮和所述内轮之间且紧贴所述内轮,位于所述管件的外轮一侧设有紧贴所述管件侧面的滑动跟随机构,所述滑动跟随机构可在所述管件折弯时随所述管件移动。本技术可以一次成形小弯曲半径的管件,缩短了产品生产周期,降低了生产成本,提高了生产效率,同时保障了弯管质量。
技术研发人员:区永健
受保护的技术使用者:芜湖恒美电热器具有限公司
技术研发日:20230727
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!