超长薄壁铜套加工中端面连接式防椭圆变形装置的制作方法
本技术涉及一种防止椭圆变形方法,具体为超长薄壁铜套加工中端面连接式防椭圆变形装置。
背景技术:
1、由于铜套的硬度较低,在机加工中容易出现变形的问题,尤其是针对超长薄壁铜套来说,更是容易出现椭圆变形,目前采用的防止椭圆变形的措施是:将超长薄壁铜套的后端体壁加厚,车床的卡爪只卡住加厚部分,减少卡爪对铜套的径向压力,该方法虽然起到一定的防止变形的作用,但是不能从根本上解决椭圆变形的问题,影响下道工序的加工,增加了加工成本。
2、目前,现有的防止椭圆变形技术虽然起到一定的防止变形的作用,但是不能从根本上解决椭圆变形的问题,影响下道工序的加工,增加了加工成本,因此提出了一种超长薄壁铜套加工中端面连接式防椭圆变形装置。
技术实现思路
1、本实用新型的目的在于提供超长薄壁铜套加工中端面连接式防椭圆变形装置,具有能够有效防止椭圆变形的措施,并且不会影响侠义道工序的优点,解决了现有技术中的问题。
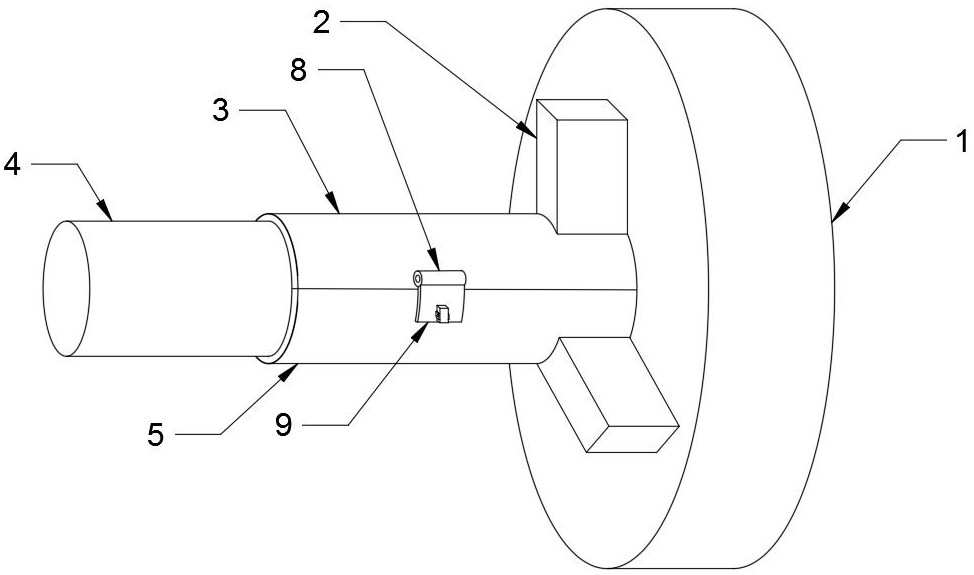
2、为实现上述目的,本实用新型提供如下技术方案:超长薄壁铜套加工中端面连接式防椭圆变形装置,包括:
3、定位盘,所述定位盘左侧表面均设有卡盘定位爪,所述卡盘定位爪均通过螺纹连接于定位盘的左侧表面;
4、防变形装置上壳,其设置于卡盘定位爪内侧中央,所述防变形装置上壳通过转动卡盘定位爪进行连接固定;
5、防变形装置下壳,其设置于防变形装置上壳的下方,所述防变形装置下壳通过转动卡盘定位爪进行连接固定;
6、防变形装置开合轴,其设置于防变形装置上壳和防变形装置下壳的后方外表面,所述防变形装置开合轴通过焊接固定在防变形装置上壳和防变形装置下壳的后方外表面,所述防变形装置上壳和防变形装置下壳通过转动防变形装置开合轴可进行开合;
7、铜套限位块,其均设置于防变形装置上壳和防变形装置下壳内侧,所述铜套限位块均通过焊接固定在防变形装置上壳和防变形装置下壳内侧。
8、优选的,所述防变形装置上壳包括:
9、铜毛料,其设置于防变形装置上壳和防变形装置下壳的内表面,所述铜毛料被包覆于防变形装置上壳和防变形装置下壳的内表面。
10、优选的,所述防变形装置上壳包括:
11、第一锁扣转动轴,其设置于防变形装置上壳的外表面前方,所述第一锁扣转动轴通过焊接固定的连接方式固定在防变形装置上壳的外表面前方。
12、优选的,所述第一锁扣转动轴包括;
13、锁扣叶,其设置于第一锁扣转动轴的下方,所述锁扣叶通过焊接固定的方式固定在第一锁扣转动轴的下方,所述锁扣叶通过转动第一锁扣转动轴可进行转动。
14、优选的,所述防变形装置下壳包括:
15、锁扣柱,其设置于防变形装置下壳的外表面前方,所述锁扣柱通过焊接固定在锁扣柱的外表面前方,所述锁扣柱内部前方开设有连接槽;
16、第二锁扣转动轴,其开设于锁扣柱的连接槽左右两侧,所述第二锁扣转动轴贯穿于锁扣柱的左右两侧。
17、优选的,所述第二锁扣转动轴包括:
18、锁扣定位块,其设置于第二锁扣转动轴的外表面,所述锁扣定位块通过转动连接固定在第二锁扣转动轴的外表面。
19、与现有技术相比,本实用新型的有益效果如下:
20、1.本超长薄壁铜套加工中端面连接式防椭圆变形装置通过防变形装置上壳和铜毛料进行对铜套加工的辅助,有利于有效的防止椭圆变形,通过铜套限位块可有效的对铜毛料进行定位,有利于减少使用时产生的误差。
21、2.本超长薄壁铜套加工中端面连接式防椭圆变形装置通过转动防变形装置开合轴进行防变形装置上壳和防变形装置下壳的开合,有利于使用者更加方便快捷的操作使用该装置,且不易出现失误。
技术特征:
1.超长薄壁铜套加工中端面连接式防椭圆变形装置,其特征在于:包括:定位盘(1),所述定位盘(1)左侧表面均设有卡盘定位爪(2),所述卡盘定位爪(2)均通过螺纹连接于定位盘(1)的左侧表面;防变形装置上壳(3),其设置于卡盘定位爪(2)内侧中央,所述防变形装置上壳(3)通过转动卡盘定位爪(2)进行连接固定;
2.根据权利要求1所述的超长薄壁铜套加工中端面连接式防椭圆变形装置,其特征在于:所述防变形装置上壳(3)包括:
3.根据权利要求1所述的超长薄壁铜套加工中端面连接式防椭圆变形装置,其特征在于:所述防变形装置上壳(3)包括:
4.根据权利要求3所述的超长薄壁铜套加工中端面连接式防椭圆变形装置,其特征在于:所述第一锁扣转动轴(8)包括;
5.根据权利要求1所述的超长薄壁铜套加工中端面连接式防椭圆变形装置,其特征在于:所述防变形装置下壳(5)包括:
6.根据权利要求5所述的超长薄壁铜套加工中端面连接式防椭圆变形装置,其特征在于:所述第二锁扣转动轴(11)包括:
技术总结
本技术公开了超长薄壁铜套加工中端面连接式防椭圆变形装置,包括:定位盘,定位盘左侧表面均设有卡盘定位爪,卡盘定位爪均通过螺纹连接于定位盘的左侧表面;防变形装置上壳,其设置于卡盘定位爪内侧中央,防变形装置上壳通过转动卡盘定位爪进行连接固定;防变形装置下壳,其设置于防变形装置上壳的下方,防变形装置下壳通过转动卡盘定位爪进行连接固定;防变形装置开合轴,其设置于防变形装置上壳和防变形装置下壳的后方外表面,防变形装置开合轴通过焊接固定在防变形装置上壳和防变形装置下壳的后方外表面;本超长薄壁铜套加工中端面连接式防椭圆变形装置具有能够有效防止椭圆变形的措施,并且不会影响侠义道工序的优点。
技术研发人员:马海宽,张春光,周延军,李千千,周小静,马安波,晋树同,韩凯敏
受保护的技术使用者:新乡市海山机械有限公司
技术研发日:20230803
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!