一种用于冲压模具的冲头快装机构的制作方法
本技术涉及冲头快装机构,特别是涉及一种用于冲压模具的冲头快装机构。
背景技术:
1、由于冲头在冲压模具运行过程中为主要的施力部件,容易损坏,为了避免影响产品质量,需要及时拆卸下来进行更换;传统的冲头更换方式是将整套冲压模具进行拆卸分解,该更换过程繁琐,耗费时间长,影响产品生产进度;为此,现有技术中出现了冲头快装机构,主要包括安装于模架上的固定板,固定板上贯穿设置有矩形的安装槽,安装槽内过盈配合有夹板,夹板上固定连接冲头;更换冲头时,首先将固定板从模架上卸下,然后将安装在固定板上的夹板拆除,接着将连接有新冲头的夹板安装在固定板的安装槽内,最后将固定板安装在模架上,即可完成冲头更换,无需拆卸分解整套冲压模具;但是由于安装槽的拐角一般为圆角,夹板的顶角为直角,而夹板与安装槽之间采用过盈配合,为了避免夹板的顶角与安装槽的拐角相互干涉,需要对夹板进行清角加工,增加了加工难度,提高了生产成本,而且影响冲头更换效率。
技术实现思路
1、本实用新型的目的是提供一种用于冲压模具的冲头快装机构,该冲头快装机构无需进行清角即可完成组装,从而提高了冲头更换效率。
2、本实用新型的目的通过以下技术方案来实现:
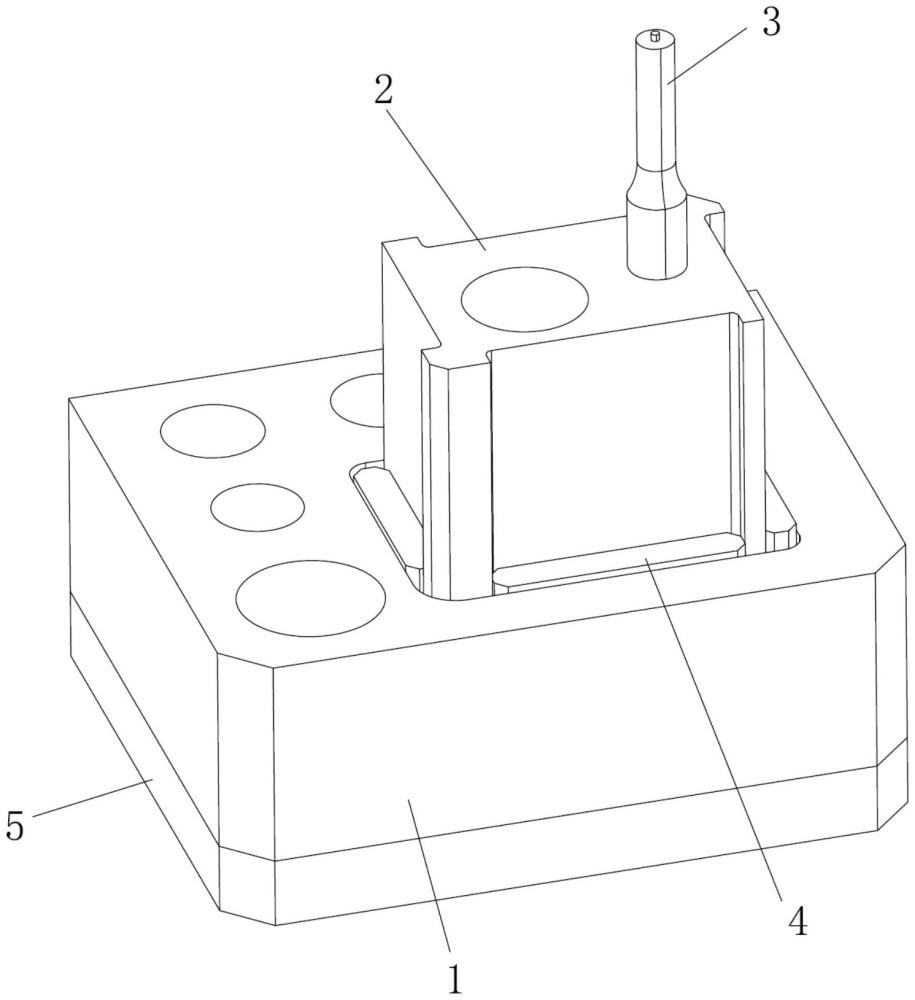
3、一种用于冲压模具的冲头快装机构,包括第一夹板,第一夹板上设置有贯通槽,贯通槽中可拆卸地设置有用于连接冲头的第二夹板,贯通槽与第二夹板之间形成紧固间隙,紧固间隙中以过盈配合方式设置有可对第二夹板进行紧固的紧固件。
4、在上述技术方案的基础上,本实用新型可以做如下改进:
5、进一步地,所述第二夹板的侧面上设置有导向槽,紧固件可沿导向槽滑动,通过导向槽引导紧固件滑动至紧固间隙内,并限制紧固件转动。
6、进一步地,所述紧固件可拆卸地安装在第二夹板的导向槽内,并置于紧固间隙内过盈配合。
7、进一步地,所述导向槽为截面呈u形的槽体,导向槽具有槽底和垂直设置于槽底两侧的槽壁。
8、进一步地,所述导向槽为截面呈l形的槽体,导向槽具有槽底和垂直于槽底一侧的槽壁。
9、进一步地,所述导向槽包括位于两相对侧面上的第一导向槽,以及位于另外两相对侧面上的第二导向槽;第一导向槽为截面呈u形的槽体,第一导向槽具有槽底和垂直设置于槽底两侧的槽壁;第二导向槽为截面呈l形的槽体,第二导向槽具有槽底和垂直于槽底一侧的槽壁。
10、进一步地,所述紧固件为垫板,垫板过盈配合于紧固间隙内,垫板的一个板面与第二夹板的侧面紧密贴合,垫板的另一个板面与第一夹板上的贯通槽的槽壁紧密贴合。
11、进一步地,所述垫板的顶角处形成斜角。
12、进一步地,所述垫板的厚度大于紧固间隙的间距。
13、与现有技术相比,本实用新型技术具有以下优点:
14、(1)本实用新型在贯通槽的四个槽壁与第二夹板的四个侧面之间、以及贯通槽的拐角与第二夹板的顶角之间形成相互连通的紧固间隙,紧固件以过盈配合方式设置于紧固间隙中以对第二夹板进行紧固,以避免贯通槽的拐角与第二夹板的顶角发生干涉,无需额外进行清角即可完成组装,从而提高了冲头更换效率;
15、(2)本实用新型通过更换不同厚度的垫板,即可紧固不同尺寸的第二夹板,无需更换第一夹板或对第二夹板作进一步加工,从而降低了对两块夹板的加工精度要求,减少加工难度,进一步提高了冲头更换效率;
16、(3)本实用新型在第二夹板的侧面上设置有导向槽,通过导向槽引导垫块滑动至紧固间隙内,并限制垫板转动,便于将垫板快速压入或卸出紧固间隙,进一步提高冲头更换效率。
技术特征:
1.一种用于冲压模具的冲头快装机构,包括第一夹板,其特征在于,第一夹板上设置有贯通槽,贯通槽中可拆卸地设置有用于连接冲头的第二夹板,贯通槽与第二夹板之间形成紧固间隙,紧固间隙中以过盈配合方式设置有可对第二夹板进行紧固的紧固件。
2.根据权利要求1所述的用于冲压模具的冲头快装机构,其特征在于,所述第二夹板的侧面上设置有导向槽,紧固件可沿导向槽滑动,通过导向槽引导紧固件滑动至紧固间隙内,并限制紧固件转动。
3.根据权利要求2所述的用于冲压模具的冲头快装机构,其特征在于,所述紧固件可拆卸地安装在第二夹板的导向槽内,并置于紧固间隙内过盈配合。
4.根据权利要求2所述的用于冲压模具的冲头快装机构,其特征在于,所述导向槽为截面呈u形的槽体,导向槽具有槽底和垂直设置于槽底两侧的槽壁。
5.根据权利要求2所述的用于冲压模具的冲头快装机构,其特征在于,所述导向槽为截面呈l形的槽体,导向槽具有槽底和垂直于槽底一侧的槽壁。
6.根据权利要求2所述的用于冲压模具的冲头快装机构,其特征在于,所述导向槽包括位于两相对侧面上的第一导向槽,以及位于另外两相对侧面上的第二导向槽;第一导向槽为截面呈u形的槽体,第一导向槽具有槽底和垂直设置于槽底两侧的槽壁;第二导向槽为截面呈l形的槽体,第二导向槽具有槽底和垂直于槽底一侧的槽壁。
7.根据权利要求4-6任一项所述的用于冲压模具的冲头快装机构,其特征在于,所述紧固件为垫板,垫板过盈配合于紧固间隙内,垫板的一个板面与第二夹板的侧面紧密贴合,垫板的另一个板面与第一夹板上的贯通槽的槽壁紧密贴合。
8.根据权利要求7所述的用于冲压模具的冲头快装机构,其特征在于,所述垫板的顶角处形成斜角。
9.根据权利要求7所述的用于冲压模具的冲头快装机构,其特征在于,所述垫板的厚度大于紧固间隙的间距。
技术总结
本技术公开了一种用于冲压模具的冲头快装机构,包括第一夹板,第一夹板上设置有贯通槽,贯通槽中可拆卸地设置有用于连接冲头的第二夹板,贯通槽与第二夹板之间形成紧固间隙,紧固间隙中以过盈配合方式设置有可对第二夹板进行紧固的紧固件;本技术能够避免贯通槽的拐角与第二夹板的顶角发生干涉,无需额外进行清角即可完成组装,从而提高了冲头更换效率。
技术研发人员:何永烈,邬小龙,冯绍敏
受保护的技术使用者:广东陆科金属科技有限公司
技术研发日:20230807
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!