一种自动攻丝装置的制作方法
本技术涉及自动攻丝装置领域,尤其是用于锁舌的自动攻丝装置。
背景技术:
1、锁舌是锁体的重要组成部分,其在生产过程中,需要对其进行攻丝处理;
2、现有技术中,需要人工将未进行攻丝处理过的待处理锁舌放置于加工台面上,通过人工操作攻丝机对锁舌进行攻丝处理;操作人员需要如此往复一个接一个的对锁舌进行攻丝处理,不仅消耗大量人力,而且效率低。
技术实现思路
1、为了克服现有技术中存在的不足,本实用新型提供了一种自动攻丝装置,其且通过出料机构、加工承载机构、推送机构、以及攻丝机构,实现了对待加工物料的自动送料、自动攻丝;大大减少了人力,而且大大提高了生产效率。
2、为了达到上述目的,本实用新型采用如下技术方案来实现的:
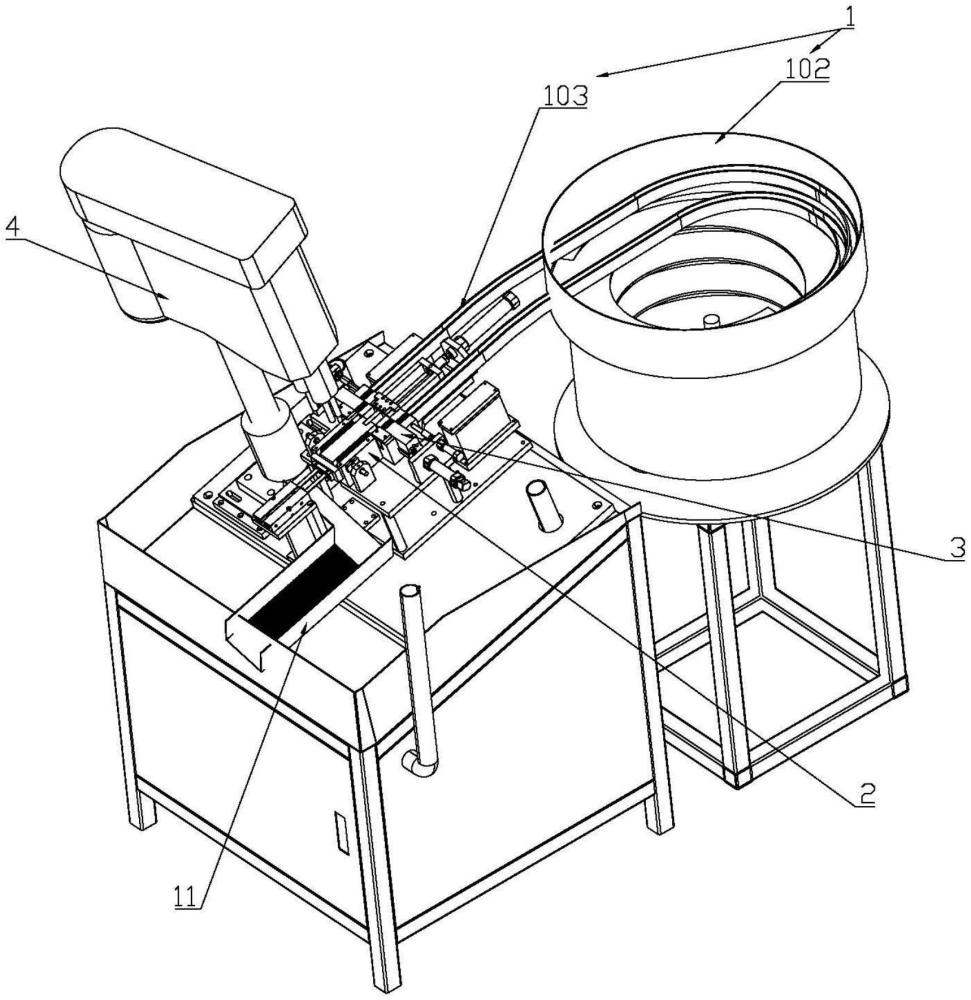
3、一种自动攻丝装置,包括出料机构、加工承载机构、推送机构、以及攻丝机构;所述加工承载机构设置有加工轨道,所述推送机构与所述出料机构的第一出料端连接以承接出料机构送出的待加工物料,所述推送机构还与所述加工轨道的加工进料端连接以将待加工物料推送至所述加工轨道中;所述攻丝机构用于对所述加工轨道中的待加工物料进行攻丝处理。
4、采用上述结构,待加工物料从所述出料机构中送出并进入到所述推送机构中,所述推动机构动作将待加工物料推动至所述加工承载机构的加工轨道中,所述攻丝机构动作对所述加工轨道中的待加工物料进行攻丝处理;上述实现了自动对待加工物料的攻丝操作,提高了生产效率;
5、进一步地,所述出料机构包括振动盘、以及送料轨道,所述振动盘的出料口与所述送料轨道的一端连接,所述送料轨道的另一端形成为所述第一出料端。
6、采用上述结构,所述振动盘工作将待加工物料有序地排列的送出并进入所述送料轨道中,最后通过送料轨道进入所述推送机构;上述结构使得待加工物料能够有序排列,以便于后续的操作。
7、进一步地,所述出料机构的第一出料端与所述加工轨道的加工进料端呈错位设置;
8、所述推送机构包括具有第一对接轨道的第一对接结构、以及具有第二对接轨道的第二对接结构,所述第一对接结构设置在所述出料机构的第一出料端处,且其第一对接轨道的第一对接进料端与所述出料机构的第一出料端、另一端形成为第一对接出料端;
9、所述第二对接结构活动设置在所述第一对接结构和加工承载机构之间,且所述第二对接结构的运动方向与所述出料机构的第一出料端和所述加工轨道的加工进料端的错位方向一致;
10、且所述第二对接结构运动至第二对接结构处时,所述第二对接轨道的第二对接进料端与所述第一对接轨道的第一对接出料端对接;
11、所述第二对接结构运动至加工承载机构处时,所述第二对接轨道的第二对接出料端与所述加工轨道的加工进料端对接;
12、所述推送机构包括用于驱动所述第二对接结构活动的第一动力结构。
13、采用上述结构,待加工物料从所述出料机构的第一出料端被送出后进入所述第一对接结构的第一对接轨道中;所述第一动力结构驱动所述第二对接结构运动至所述第二对接结构处,使得位于所述第一对接轨道的待加工物料进入到所述第二对接轨道中;所述第一动力结构再次驱动所述第二对接结构,以使所述第二对接结构运动至所述加工承载机构处,使得位于所述第二对接轨道中的待加工物料能够进入所述加工轨道中;
14、具体的,所述第一动力结构采用气缸。
15、进一步地,所述推送机构包括与所述加工轨道和所述第二对接轨道相匹配的推料结构;所述推料结构与所述加工轨道的加工进料端相对设置;
16、所述推送机构还包括用于驱动所述推料结构靠近或远离所述加工轨道的第二动力结构;且所述推料结构在远离所述加工轨道的状态下,所述推料结构朝向所述加工轨道的一端与所述加工轨道加工进料端之间的距离不小于所述第二对接结构的宽度。
17、采用上述结构,当所述第一动力结构驱动所述第二对接结构运动至所述加工承载机构处时,所述第二动力结构驱动所述推料结构靠近所述加工轨道侧运动,以使所述推料结构作用于所述第二对接轨道中的待加工物料并将其推送至所述加工轨道中;
18、具体的,所述第二动力结构采用气缸;
19、所述推料结构在远离所述加工轨道的状态下,所述推料结构朝向所述加工轨道的一端与所述加工轨道加工进料端之间的距离不小于所述第二对接结构的宽度,使得所述推料结构在远离所述加工轨道的状态下,所述第二对接结构能够运动至所述加工承载机构处,避免了所述推料结构对所述第二对接结构的运动造成影响。
20、进一步地,所述自动攻丝装置包括对接配合结构,所述对接配合结构和所述第一对接结构分别位于所述第二对接结构的两侧,且两者的距离与所述第二对接结构的宽度相匹配以形成用于所述第二对接结构活动导向的导向槽;
21、所述对接配合结构朝向所述第二对接结构的一侧和所述第一对接结构朝向所述第二对接结构的一侧分别设置有卡接滑槽;所述第二对接结构朝向所述对接配合结构和所述第一对接结构的两侧分别凸起设置有与所述卡接滑槽配合的卡接滑块。
22、采用上述结构,所述第二对接结构被限制活动安装在所述导向槽中,所述导向槽为所述第二对接结构的活动进行导向,使得所述第二对接结构的活动更加稳定、可靠;
23、所述卡接滑槽与所述卡接滑块的配合进一步使得所述第二对接结构的活动更加稳定、可靠。
24、进一步地,所述自动攻丝装置包括推料导向结构,所述推料导向结构与所述加工轨道的加工进料端相对设置,且两者之间的距离不小于所述第二对接结构的宽度;
25、所述推料导向结构设置有与所述推料结构相匹配的导向孔,且所述导向孔的位置与所述加工轨道的加工进料端位置相匹配;所述推料结构穿设在所述导向孔中。
26、采用上述结构,所述导向孔的设置为所述推料结构的运动进行导向,使得所述推料结构的运动更加稳定、可靠;
27、所述推料导向结构与所述加工轨道的加工进料端之间的距离不小于所述第二对接结构的宽度,使得所述第二对接结构能够运动至所述加工承载机构处,避免了所述推料导向结构对所述第二对接结构的运动造成影响。
28、进一步地,所述自动攻丝装置包括启闭结构,所述启闭结构活动设置所述加工轨道的加工出料端侧以靠近所述加工出料端将其关闭或远离所述加工出料端将其打开;
29、所述自动攻丝装置还包括用于驱动所述启闭结构活动的第三动力结构。
30、当加工轨道中排满物料后,下一个物料被送入待加工轨道中后会推送位于所述加工轨道中的物料,此时位于加工轨道加工出料端的物料会从加工出料端处推送出所述加工轨道;
31、采用上述结构,所述第三动力结构驱动所述启闭结构靠近所述加工出料端将其关闭,以不允许位于所述加工轨道中的物料从所述加工轨道的加工出料端处出料;所述第三动力结构驱动所述启闭结构远离所述加工出料端将其打开,以允许位于所述加工轨道中的物料从所述加工轨道的加工出料端处出料;
32、具体的,所述第三动力结构采用气缸。
33、进一步地,所述自动攻丝装置包括设置在所述加工轨道的加工出料端侧的出料承接结构。
34、采用上述结构,所述出料盘承接结构能够承接加工后的物料,即从所述加工出料端出来的物料;使得所述自动攻丝装置设置更加合理。
35、进一步地,所述待加工物料为锁舌,所述加工轨道和所述第二对接轨道的底面与其一侧侧壁之间设置有贴合倾斜面。
36、采用上述结构,由于所述锁合具有以倾斜面,故所述贴合倾斜面的设置,便于去贴合所述锁舌的倾斜面,使得锁舌能够更好的站立在所述加工轨道和第二对接轨道中。
37、进一步地,所述第一对接结构的侧壁设置与所述第一对接轨道连通的顶杆穿孔;所述自动攻丝装置包括活动穿设在所述顶杆穿孔中的顶杆、以及用于驱动所述顶杆活动的第四动力结构。
38、采用上述结构,当待加工物料进入所述第一对接轨道中后,所述第四动力结构驱动所述顶杆动作以作用于位于所述第一对接轨道中的待加工物料使其能够更好的站立以便于其进入所述第二对接轨道中;
39、具体的,所述第四动力结构采用气缸。
40、进一步地,所述加工承载机构的侧壁设置与所述加工轨道连通的固定穿孔;所述自动攻丝装置包括活动穿设在所述固定穿孔中的固定结构、以及用于驱动所述固定结构活动的第五动力结构;
41、所述固定结构用于与待加工物料接触的一侧形状与所述待加工物料侧壁相匹配。
42、采用上述结构,当待加工物料进入所述加工轨道中并运动至所述固定穿孔处时,所述第五动力结构驱动所述固定结构动作,使其作用于该待加工物料,使得该待加工物料能够夹持固定在该位置以便于所述攻丝机构对其进行攻丝处理;当所述攻丝机构处理完成后,所述第五动力结果驱动所述固定结构释放该物料以使其能够从加工轨道中出料;
43、具体的,所述第五动力结构采用气缸。
44、进一步地,所述出料机构设置有若干个第一出料端,对应的,所述加工承载机构上的加工轨道设置数量与所述第一出料端数量相匹配,所述推送机构的设置数量与所述加工轨道数量相匹配。
45、采用上结构,所述使得所述自动攻丝装置能够一次处理多个待加工物料;增加了其工作效率;其中,若干推料结构通过连接块连接在一起,所述第二动力结构通过所述连接块推动所述推料结构,即若干推料结构共用一个所述第二动力结构;
46、具体的,所述出料机构设置有两个第一出料端,对应的,所述加工承载机构上的加工轨道设置有两个,所述推送机构设置有两个。
47、进一步地,所述加工承载机构、第一对接结构、对接配合结构、推料导向结构为一体件。
48、采用上述结构,简化了所述自动攻丝装置的结构,使得所述自动攻丝装置结构更加合理。
49、与现有技术相比,本实用新型具有如下有益效果:
50、(1)本实用新型的自动攻丝装置,其且通过出料机构、加工承载机构、推送机构、以及攻丝机构,实现了对待加工物料的自动送料、自动攻丝;大大减少了人力,而且大大提高了生产效率。
51、(2)本实用新型的自动攻丝装置,其加工轨道和第二对接轨道的底面与其一侧侧壁之间设置有贴合倾斜面,用于贴合锁舌上的斜面,特别适用于舌锁的攻丝处理。
52、(3)本实用新型的自动攻丝装置,其结构设计合理。
- 还没有人留言评论。精彩留言会获得点赞!