一种用于冲压模具的定位切料装置的制作方法
本技术涉及定位切料装置,特别是涉及一种用于冲压模具的定位切料装置。
背景技术:
1、在使用冲压机床进行切割加工时,工件料带通过外部送料机构送入模具中,通过设置在模具上的切料刀块对工件料带进行切割,为了保证切割的精准度,一般在模具内设置有定位针,工件料带通过定位针进行定位后,通过模具内的固定块进行夹紧固定;但是由于定位针是固定安装在模具内,形成静态定位,在冲压机床和模具合模的过程中产生振动,定位针容易发生共振,基准位置发生偏移,导致工件料带的夹装位置存在误差,切割精度相应降低,影响产品质量。
技术实现思路
1、本实用新型的目的是提供一种用于冲压模具的定位切料装置,该用定位切料装置能够对工件料带进行动态定位,从而提高工件料带的切割精度。
2、本实用新型的目的通过以下技术方案来实现:
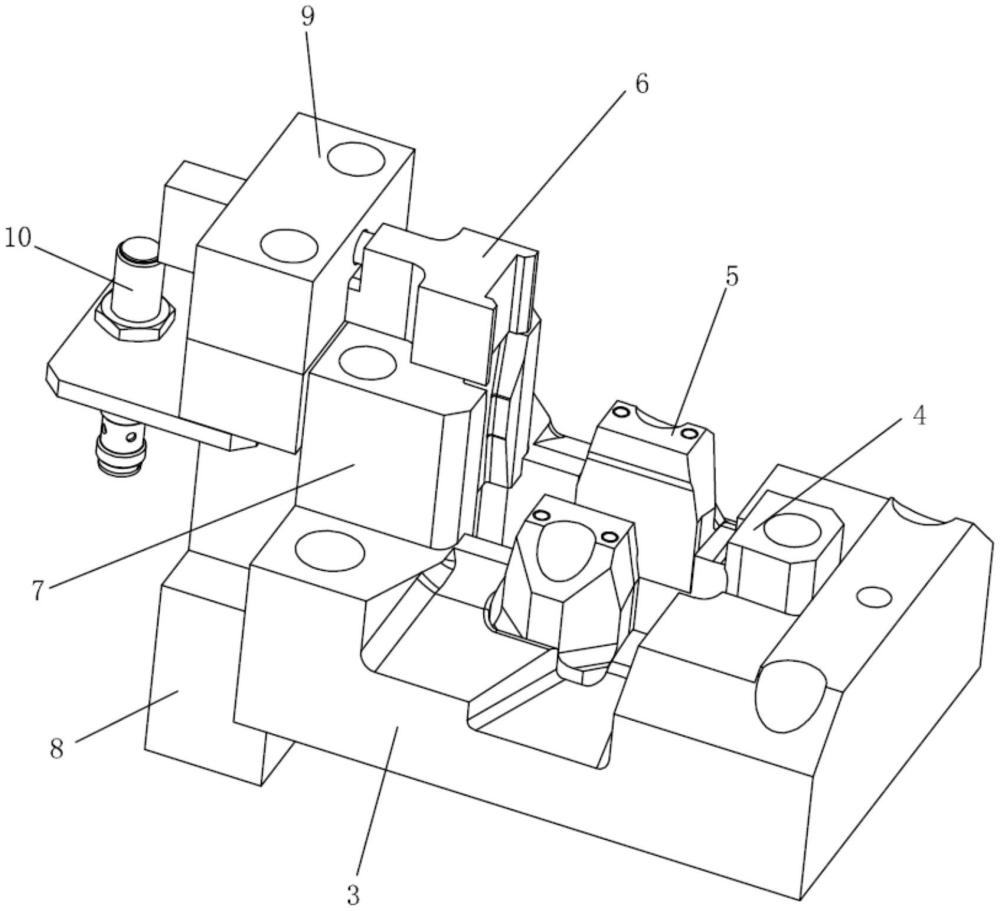
3、一种用于冲压模具的定位切料装置,包括脱料座,在脱料座的一侧设置有定位件,定位件包括可沿x轴调整工件料带位置的第一定位块,以及可沿y轴调整工件料带位置的第二定位块,第二定位块与脱料座固定连接,第一定位块可移动地设置在第二定位块上方。
4、在上述技术方案的基础上,本实用新型可以做如下改进:
5、进一步地,在所述第一定位块上设置有可支撑工件料带的带体末端的第一导向槽,第一定位块通过复位机构恢复初始位置,以对工件料带在x轴上的位置进行调整,并在位置调整后通过第一导向槽引导工件料带沿z轴移动。
6、进一步地,所述第一导向槽在两相对内侧上设置有导入角。
7、进一步地,所述复位机构包括设置在第一定位块上的连接块,以及设置在脱料座外侧的支座,连接块通过固定块可移动地安装在支座顶部;固定块上设置有弹簧安装孔,弹簧安装孔内安装有弹簧,弹簧的一端固定在弹簧安装孔内,另一端伸出弹簧安装孔与连接块固定连接。
8、进一步地,所述复位机构还包括设置在支座上的行程开关,行程开关用于检测连接块移动。
9、进一步地,在所述第二定位块上设置有第二导向槽,第二导向槽与处于初始位置的第一定位块上的第一导向槽相互连通,通过第二导向槽引导工件料带沿z轴移动,并在移动过程中通过设置在第二导向槽内的定位部对工件料带在y轴上的位置进行调整。
10、进一步地,所述第二导向槽由相互依次连通的导入段、定位段和导出端组成;所述定位部位设置在第二导向槽的定位段的两相对内侧壁上的凸台,导入段的槽宽自上槽口向凸台逐渐减小,导出段的槽宽自凸台向下槽口逐渐增大,定位段的槽宽为两个凸台之间距离,两个凸台之间距离与工件料带中的带体宽度对应。
11、进一步地,所述第二导向槽的上槽口和下槽口的宽度均大于工件料带中的带体宽度。
12、进一步地,所述脱料座上还设置有切料刀块,切料刀块包括与定位件相对的第一刀块,以及与送料方向两侧相对的第二刀块,第一刀块用于对工件料带中的带体进行切割,第二刀块用于对带体上所连接的工件进行切割。
13、进一步地,所述第二刀块上设置有用于引导切割分离后的工件从脱料座侧向卸出的卸料面。
14、与现有技术相比,本实用新型技术具有以下优点:
15、(1)本实用新型通过在脱料座设置第一定位块和第二定位块,分别对工件料带在x轴和y轴上的位置进行调整,其中第一定位块可移动地设置在第二定位块上方,能够对工件料带进行动态定位,减少外界振动的影响,提高工件料带的切割精度;
16、(2)本实用新型的两个定位块上均设置有导向槽,在整个位置调整过程中,工件料带的带体末端始终保持在两个定位块的导向槽内移动,有效抵御合模时产生的振动干扰,进一步提高工件料带的定位精度和切割分离精度,从而整体提升产品质量;
17、(3)本实用新型的定位件位于脱料座一侧,避免与其它部件产生干涉,模具中也无需要设置相应的避让位,简化了整体结构,提高了模具的空间利用率。
技术特征:
1.一种用于冲压模具的定位切料装置,包括脱料座,其特征在于,在脱料座的一侧设置有定位件,定位件包括可沿x轴调整工件料带位置的第一定位块,以及可沿y轴调整工件料带位置的第二定位块,第二定位块与脱料座固定连接,第一定位块可移动地设置在第二定位块上方。
2.根据权利要求1所述的用于冲压模具的定位切料装置,其特征在于,在所述第一定位块上设置有可支撑工件料带的带体末端的第一导向槽,第一定位块通过复位机构恢复初始位置,以对工件料带在x轴上的位置进行调整,并在位置调整后通过第一导向槽引导工件料带沿z轴移动。
3.根据权利要求2所述的用于冲压模具的定位切料装置,其特征在于,所述第一导向槽在两相对内侧上设置有导入角。
4.根据权利要求2所述的用于冲压模具的定位切料装置,其特征在于,所述复位机构包括设置在第一定位块上的连接块,以及设置在脱料座外侧的支座,连接块通过固定块可移动地安装在支座顶部;固定块上设置有弹簧安装孔,弹簧安装孔内安装有弹簧,弹簧的一端固定在弹簧安装孔内,另一端伸出弹簧安装孔与连接块固定连接。
5.根据权利要求4所述的用于冲压模具的定位切料装置,其特征在于,所述复位机构还包括设置在支座上的行程开关,行程开关用于检测连接块移动。
6.根据权利要求2所述的用于冲压模具的定位切料装置,其特征在于,在所述第二定位块上设置有第二导向槽,第二导向槽与处于初始位置的第一定位块上的第一导向槽相互连通,通过第二导向槽引导工件料带沿z轴移动,并在移动过程中通过设置在第二导向槽内的定位部对工件料带在y轴上的位置进行调整。
7.根据权利要求6所述的用于冲压模具的定位切料装置,其特征在于,所述第二导向槽由相互依次连通的导入段、定位段和导出端组成;所述定位部位设置在第二导向槽的定位段的两相对内侧壁上的凸台,导入段的槽宽自上槽口向凸台逐渐减小,导出段的槽宽自凸台向下槽口逐渐增大,定位段的槽宽为两个凸台之间距离,两个凸台之间距离与工件料带中的带体宽度对应。
8.根据权利要求7所述的用于冲压模具的定位切料装置,其特征在于,所述第二导向槽的上槽口和下槽口的宽度均大于工件料带中的带体宽度。
9.根据权利要求1-8任一项所述的用于冲压模具的定位切料装置,其特征在于,所述脱料座上还设置有切料刀块,切料刀块包括与定位件相对的第一刀块,以及与送料方向两侧相对的第二刀块,第一刀块用于对工件料带中的带体进行切割,第二刀块用于对带体上所连接的工件进行切割。
10.根据权利要求9所述的用于冲压模具的定位切料装置,其特征在于,所述第二刀块上设置有用于引导切割分离后的工件从脱料座侧向卸出的卸料面。
技术总结
本技术公开了一种用于冲压模具的定位切料装置,包括脱料座,在脱料座的一侧设置有定位件,定位件包括可沿x轴调整工件料带位置的第一定位块,以及可沿y轴调整工件料带位置的第二定位块,第二定位块与脱料座固定连接,第一定位块可移动地设置在第二定位块上方;本技术能够对工件料带进行动态定位,减少外界振动的影响,提高工件料带的切割精度。
技术研发人员:何永烈,邬小龙,冯绍敏
受保护的技术使用者:广东陆科金属科技有限公司
技术研发日:20230807
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!