一种钢片传送压紧装置的制作方法
本技术属于钢片压紧,具体来说是一种钢片传送压紧装置。
背景技术:
1、钢卷又称卷钢,钢材热压、冷压成型为卷状,成型卷主要是热轧卷和冷轧卷,为了方便储存和运输,方便进行各种加工,例如加工成为钢板、钢带等。热轧卷是在钢坯再结晶前的加工产品,冷轧卷是热轧卷的后续加工,钢卷一般重量是15-30t左右,钢卷通常需要进行后续的加工,根据需求不同将钢卷裁切成不同的长度。
2、钢卷下料时,需要先对钢卷进行压紧作业,第一防止其变形,第二使其更加平整,目前一些对钢卷进行压紧的设备,压紧效果不好。
技术实现思路
1、1.实用新型要解决的技术问题
2、本实用新型的目的在于提供一种钢片传送压紧装置,以解决上述背景提到的问题。
3、2.技术方案
4、为达到上述目的,本实用新型提供的技术方案为:
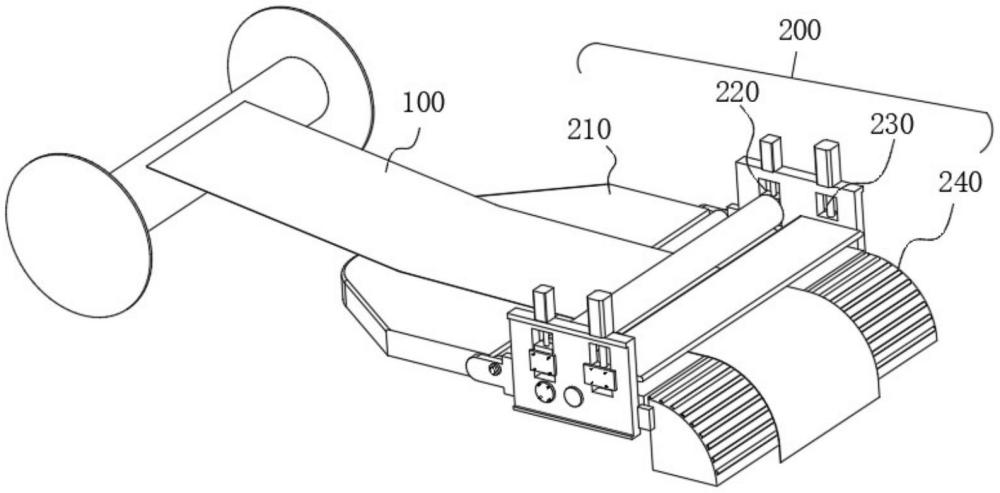
5、本实用新型的一种钢片传送压紧装置,包括钢片和压紧装置,压紧装置包括前支撑台、第一压合组件、第二压合组件和导向组件,钢片依次经过前支撑台、第一压合组件、第二压合组件和导向组件,第一压合组件包括压合架、气缸一、压合座、上压辊和下压辊,压合架上设有安装槽,压合座安装在安装槽内,气缸一驱动压合座沿着安装槽移动,压合座上设有上压辊,压合架上设有与上压辊对应的下压辊,上压辊和下压辊共同挤压钢片,前支撑台和下压辊之间设有配合辊。
6、优选的,第二压合组件包括气缸二、上压合件和下支撑台,上压合件的两端设有压合座,气缸二连接压合座,上压合件上设有多个滚轴,下支撑台的台面与下压辊的最高处平齐。
7、优选的,导向组件包括导向台和导向轴,导向台上用于安装多个导向轴的一面为弧面,钢片压在导向轴上,导向轴可自由转动。
8、优选的,下支撑台靠近下压辊的一端为弧形结构。
9、优选的,前支撑台上设有转动架,前支撑台的底部设有调节轴,调节轴用于调节前支撑台的支撑角度。
10、优选的,下支撑台和下压辊之间设有过度轴。
11、3.有益效果
12、采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
13、本实用新型的一种钢片传送压紧装置,通过压紧装置中的第一压合组件和第二压合组件对钢卷进行压紧,使得钢卷形成较为平整的钢片,便于后续对其裁切或者加工。
技术特征:
1.一种钢片传送压紧装置,其特征在于:包括钢片(100)和压紧装置(200),所述压紧装置(200)包括前支撑台(210)、第一压合组件(220)、第二压合组件(230)和导向组件(240),所述钢片(100)依次经过前支撑台(210)、第一压合组件(220)、第二压合组件(230)和导向组件(240),所述第一压合组件(220)包括压合架(221)、气缸一(222)、压合座(223)、上压辊(224)和下压辊(225),所述压合架(221)上设有安装槽(226),所述压合座(223)安装在安装槽(226)内,所述气缸一(222)驱动压合座(223)沿着安装槽(226)移动,所述压合座(223)上设有上压辊(224),所述压合架(221)上设有与上压辊(224)对应的下压辊(225),所述上压辊(224)和下压辊(225)共同挤压钢片(100),所述前支撑台(210)和下压辊(225)之间设有配合辊(250)。
2.根据权利要求1所述的一种钢片传送压紧装置,其特征在于:所述第二压合组件(230)包括气缸二(231)、上压合件(232)和下支撑台(233),所述上压合件(232)的两端设有压合座(223),所述气缸二(231)连接压合座(223),所述上压合件(232)上设有多个滚轴(234),所述下支撑台(233)的台面与下压辊(225)的最高处平齐。
3.根据权利要求1所述的一种钢片传送压紧装置,其特征在于:所述导向组件(240)包括导向台(241)和导向轴(242),所述导向台(241)上用于安装多个导向轴(242)的一面为弧面,所述钢片(100)压在导向轴(242)上,所述导向轴(242)可自由转动。
4.根据权利要求2所述的一种钢片传送压紧装置,其特征在于:所述下支撑台(233)靠近下压辊(225)的一端为弧形结构。
5.根据权利要求1所述的一种钢片传送压紧装置,其特征在于:所述前支撑台(210)上设有转动架(211),所述前支撑台(210)的底部设有调节轴(212),所述调节轴(212)用于调节前支撑台(210)的支撑角度。
6.根据权利要求2所述的一种钢片传送压紧装置,其特征在于:所述下支撑台(233)和下压辊(225)之间设有过度轴。
技术总结
本技术的一种钢片传送压紧装置,属于钢片压紧技术领域,包括钢片和压紧装置,压紧装置包括前支撑台、第一压合组件、第二压合组件和导向组件,钢片依次经过前支撑台、第一压合组件、第二压合组件和导向组件,第一压合组件包括压合架、气缸一、压合座、上压辊和下压辊,压合架上设有安装槽,压合座安装在安装槽内,气缸一驱动压合座沿着安装槽移动,压合座上设有上压辊,压合架上设有与上压辊对应的下压辊,上压辊和下压辊共同挤压钢片,前支撑台和下压辊之间设有配合辊,通过压紧装置中的第一压合组件和第二压合组件对钢卷进行压紧,使得钢卷形成较为平整的钢片,便于后续对其裁切或者加工。
技术研发人员:黄崇毅,黄崇平
受保护的技术使用者:浙江定昌管业有限公司
技术研发日:20230808
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!