自卸车底侧板复合型焊接工装的制作方法
本技术涉及焊接工装,尤其是自卸车底侧板复合型焊接工装。
背景技术:
1、现阶段我公司的自卸车产品主要有u型货箱与矩形货箱,且均具备小批量多品种的特征,各公司参照u型及矩形两大产品类别建立生产流水线,导致产线种类多,占地面积大,单位面积的收益低,且因行业具有明显的淡旺季特性,淡季生产作业过程因为订单不足导致无法满产。而产品线的非通用性,导致需储备多一倍的人员满足淡季的生产,人工成本与产品价格的竞争激烈,导致人员流动频繁,产品质量稳定性较难保证,形成企业发展的死循环。
2、为此,设计一种新式自卸车底侧板复合型焊接工装,根据不同种类车型结构特点,优化焊接过程中压紧点布置,可同时满足u型、矩形货箱底板及侧板的焊接作业。
技术实现思路
1、本实用新型要解决的技术问题是提供一种自卸车专用的底侧板复合型焊接工装;本方案区别于焊接通用工装的主要特点在于采用了将u型底、侧板与矩形、底侧板工装进行整合,满足各车型货箱底侧板的生产作业。
2、为保障焊接效果,该工装配置的各压紧点压力可适时调整,满足不同板厚配置的压力需求,同时为配套自动焊设备,取消传统的龙门压紧形式,平台结构优化可作为自动化焊接设备的配套件使用。
3、为解决上述问题,本实用新型采用如下的技术方案:
4、一种自卸车底侧板复合型焊接工装,包括工作台以及用于压紧自卸车底板或侧板的压紧装置;
5、所述压紧装置包括与所述工作台一端固定连接的第一压紧装置以及设在所述工作台另一端的第二压紧装置;所述第二压紧装置可沿所述工作台滑动,也可以与所述工作台锁定;放在工作台上的自卸车底板或侧板被所述压紧装置固定在所述工作台上。
6、进一步的,所述工作台为中间低、两端高的框架结构,框架结构的顶面设有调平装置,所述调平装置包括设在所述工作台顶面的调整垫、与调整垫抵接的方管以及与所述方管抵接的平板;所述平板、方管、调整垫通过螺栓螺母与工作台固定连接;自卸车底板或侧板平放于所述平板上。
7、进一步的,所述第一压紧装置包括与所述工作台一端固定连接的第一支架、与所述第一支架铰接的油缸、一端与所述油缸的油缸杆铰接的第一中间杆、一端与所述第一中间杆和油缸杆的铰接点铰接的第一连接杆以及中部与所述第一中间杆另一端铰接的第一压杆;
8、所述第一压杆为l形;第一压杆l形顶点与第一中间杆另一端铰接;
9、第一压杆一端与所述第一支架一侧铰接;
10、第一压杆另一端与自卸车底板或侧板抵接;
11、第一连接杆另一端与所述第一支架另一侧铰接。
12、进一步的,所述第一压杆与所述自卸车底板或侧板抵接的一端设有第一凸起,所述第一凸起与自卸车底板或侧板抵接。
13、进一步的,所述第二压紧装置包括与所述工作台另一端滑动连接的第二支架、与所述第二支架铰接的第二油缸、一端与所述第二油缸的油缸杆铰接的第二中间杆、一端与所述第二中间杆和油缸杆的铰接点铰接的第二连接杆以及中部与所述第二中间杆另一端铰接的第二压杆;
14、所述第二压杆为l形;第二压杆l形顶点与第二中间杆另一端铰接;
15、第二压杆一端与所述第二支架一侧铰接;
16、第二压杆另一端与自卸车底板或侧板抵接;
17、第二连接杆另一端与所述第二支架另一侧铰接。
18、进一步的,所述第二压杆与所述自卸车底板或侧板抵接的一端设有第二凸起,所述第二凸起与自卸车底板或侧板抵接。
19、进一步的,所述第二支架与所述工作台之间设有导向装置和用于所述第二支架沿所述导向装置往复移动的驱动装置;
20、所述导向装置包括与所述工作台固定连接的导向轴以及与所述导向轴滑动连接的导套;所述导套与所述第二支架固定连接;
21、所述驱动装置包括与所述工作台转动连接的丝杠、与所述丝杠螺纹传动的丝母以及输出端与所述丝杠固定连接的电机;所述丝母与所述第二支架固定连接;所述电机与工作台固定连接。
22、本实用新型的有益效果是:
23、通过设置的工作台和两个压紧装置,第二压紧装置能够移动,同时满足不同板材长度、结构适时调整压紧点压力,该工装在适用性维度,可满足现阶段u型及矩形箱型体各底板及侧板的焊接需求,最大限度提升产线利用率,降低建立多条产线的成本,提升单位面积产值。
技术特征:
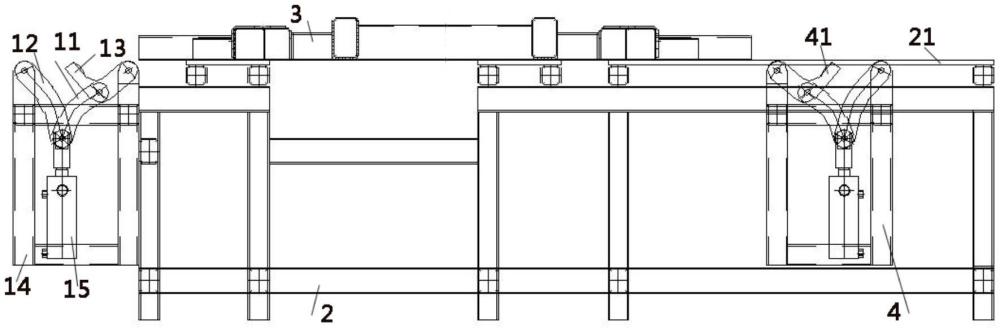
1.自卸车底侧板复合型焊接工装,其特征在于,包括工作台(2)以及用于压紧自卸车底板或侧板(3)的压紧装置;
2.根据权利要求1所述的自卸车底侧板复合型焊接工装,其特征在于:所述工作台(2)为中间低、两端高的框架结构,框架结构的顶面设有调平装置,所述调平装置包括设在所述工作台(2)顶面的调整垫(212)、与调整垫(212)抵接的方管(211)以及与所述方管(211)抵接的平板(21);所述平板(21)、方管(211)、调整垫(212)通过螺栓螺母与工作台(2)固定连接;自卸车底板或侧板(3)平放于所述平板(21)上。
3.根据权利要求1所述的自卸车底侧板复合型焊接工装,其特征在于,所述第一压紧装置(1)包括与所述工作台(2)一端固定连接的第一支架(14)、与所述第一支架(14)铰接的油缸(15)、一端与所述油缸(15)的油缸杆铰接的第一中间杆(11)、一端与所述第一中间杆(11)和油缸杆的铰接点铰接的第一连接杆(12)以及中部与所述第一中间杆(11)另一端铰接的第一压杆(13);
4.根据权利要求3所述的自卸车底侧板复合型焊接工装,其特征在于,所述第一压杆(13)与所述自卸车底板或侧板(3)抵接的一端设有第一凸起(131),所述第一凸起(131)与自卸车底板或侧板(3)抵接。
5.根据权利要求4所述的自卸车底侧板复合型焊接工装,其特征在于:所述第二压紧装置包括与所述工作台(2)另一端滑动连接的第二支架(44)、与所述第二支架(44)铰接的第二油缸(45)、一端与所述第二油缸(45)的油缸杆铰接的第二中间杆(42)、一端与所述第二中间杆(42)和油缸杆的铰接点铰接的第二连接杆(43)以及中部与所述第二中间杆(42)另一端铰接的第二压杆(41);
6.根据权利要求5所述的自卸车底侧板复合型焊接工装,其特征在于:所述第二压杆(41)与所述自卸车底板或侧板(3)抵接的一端设有第二凸起(411),所述第二凸起(411)与自卸车底板或侧板(3)抵接。
7.根据权利要求6所述的自卸车底侧板复合型焊接工装,其特征在于:所述第二支架(44)与所述工作台(2)之间设有导向装置和用于所述第二支架(44)沿所述导向装置往复移动的驱动装置;
技术总结
本技术涉及自卸车底侧板复合型焊接工装,包括工作台以及用于压紧自卸车底板或侧板的压紧装置;所述压紧装置包括的第一压紧装置以及第二压紧装置;第二压紧装置可沿所述工作台滑动,也可以与所述工作台锁定;工作台为中间低、两端高的框架结构,第一压紧装置包括第一支架、油缸、第一中间杆、第一连接杆以及第一压杆;所述第一压杆为L形;第一压杆L形顶点与第一中间杆另一端铰接;第二支架与所述工作台之间设有导向装置和驱动装置;导向装置包括导向轴以及导套;驱动装置包括丝杠、丝母以及电机;本技术的有益效果是:通过设置的位置可调的第二压紧装置,能够将长度不一样的板材压紧。
技术研发人员:岳飞龙,张林,黄爱兵
受保护的技术使用者:河北宏昌天马专用车有限公司
技术研发日:20230809
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!