一种薄壁环形工件切削加工夹具的制作方法
本技术属于切削加工夹具,尤其涉及一种薄壁环形工件切削加工夹具。
背景技术:
1、薄壁环形零件是在各类机械设备或装置中广泛应用的零部件,在对这类工件的外形轮廓进行切削加工时,为了防止工件在加工过程中出现形变,通常使用封闭环形压板对工件进行压紧装夹,这种装夹方式对压板表面的平整度、平面度要求较高,加工难度较大,并且随着工件外形尺寸的增大,压板形状尺寸也逐渐增大,制作夹具所需的材料也相应增加,不仅增加了夹具制作成本,并且压板加工精度不易保证,容易增加工件装夹误差,影响工件切削加工精度。
2、现有技术中,公开号为:“cn213561280u”的专利文献,公开了一种开口薄壁环件的辅助加工夹具,包括底座和盖板,底座整体为封闭圆环状并且其外周面上设置有凸缘,盖板整体为封闭圆环状并且其外周面上设置有翼缘,当将底座与盖板通过紧固件连接在一起时,翼缘与凸缘彼此相对対置,使多个开口薄壁环件能够叠合地夹持于翼缘与凸缘之间。采用该专利技术方案,通过采用专用夹具装夹毛坯件,提升了毛坯件的整体刚性,从而便于在毛坯件上加工出所需要的形状要素,并且一副夹具能够装夹多个毛坯件,为提升产量奠定了基础。然而,现有夹具在使用时,通常工件装夹一次,仅能对对工件表面上其中一个特征要素进行切削加工,当需要对工件多个特征要素进行切削加工时,则需要另外设计制作夹具,造成大量资源浪费。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种薄壁环形工件切削加工夹具。
2、本实用新型通过以下技术方案得以实现。
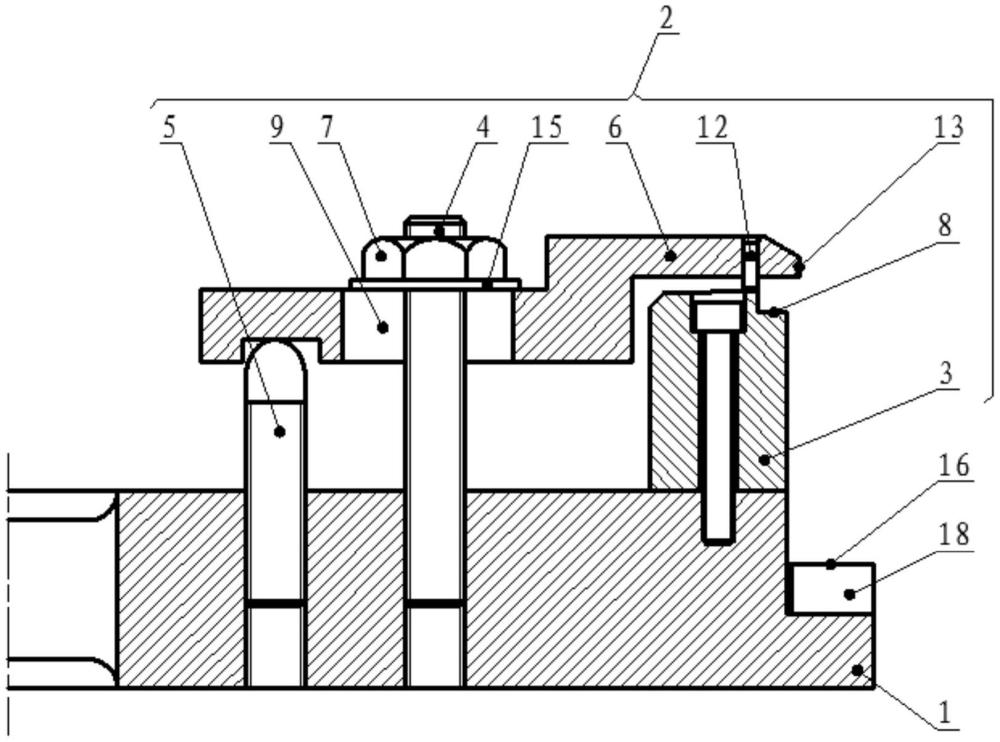
3、本实用新型提供一种薄壁环形工件切削加工夹具,包括基座和多个压紧装置,所述压紧装置包括主撑块、支撑杆、托杆和压板,所述支撑杆的下端、托杆的下端均与所述基座螺接,所述支撑杆的上端与锁紧螺母螺接,所述基座还与所述主撑块固连,并且所述主撑块的表面设有主定位阶,所述压板的表面设有限位孔,薄壁环形工件的表面设有凸台,所述支撑杆还穿插于所述限位孔内,并且使所述托杆的上端抵靠于所述压板的一端,所述凸台夹持于所述压板的另一端与所述主定位阶之间。
4、所述压紧装置还包括限位销,限位销的上端与所述压板固连,限位销的下端沿着竖直方向向下延伸,并且限位销的侧面还与薄壁环形工件的至少一侧表面相互贴合。
5、所述压板至少有一侧表面作为定位面,该定位面与薄壁环形工件至少一侧表面相互贴合。
6、所述压板的表面还设有限位沉槽,所述托杆的上端抵靠于该限位沉槽内。
7、所述限位孔的俯视投影为腰圆形。
8、所述托杆的上端面为半球面形状。
9、所述定位面为弧形曲面。
10、所述基座的表面还设有次定位阶和副撑块,副撑块搁置于次定位阶的表面上,薄壁环形工件至少有一侧表面与该副撑块的表面贴合,副撑块的侧面与所述主撑块的侧面相互贴合。
11、所述次定位阶的表面设有容置槽,副撑块的下端套装于该容置槽内,副撑块的上端面与薄壁环形工件的下端面贴合。
12、所述基座整体为圆环状,所述压紧装置数量为多个,多个压紧装置围绕所述基座的中心轴线按照圆周阵列均匀布置。
13、本实用新型的有益效果在于:采用本实用新型的技术方案,通过多个压紧装置对薄壁环件四周均匀施加夹持力,提升了毛坯件的整体刚性,从而便于在毛坯件上加工出所需要的形状要素,当对薄壁环件凸台进行装夹时,若薄壁环件的上端贴靠于副撑块的表面,从而可对薄壁环件内壁表面的特征要素进行切削加工,当翻转薄壁环件,使薄壁环件的上端向上延伸时,则可对薄壁环件上端面进行切削加工,因此,该夹具可适用于对薄壁环件上端面、内壁表面的至少两个特征要素进行切削加工,相比现有技术,适用范围更广,减少了夹具制作资源的不必要浪费。
技术特征:
1.一种薄壁环形工件切削加工夹具,其特征在于:包括基座(1)和多个压紧装置(2),所述压紧装置(2)包括主撑块(3)、支撑杆(4)、托杆(5)和压板(6),所述支撑杆(4)的下端、托杆(5)的下端均与所述基座(1)螺接,所述支撑杆(4)的上端与锁紧螺母(7)螺接,所述基座(1)还与所述主撑块(3)固连,并且所述主撑块(3)的表面设有主定位阶(8),所述压板(6)的表面设有限位孔(9),薄壁环形工件(10)的表面设有凸台(11),所述支撑杆(4)还穿插于所述限位孔(9)内,并且使所述托杆(5)的上端抵靠于所述压板(6)的一端,所述凸台(11)夹持于所述压板(6)的另一端与所述主定位阶(8)之间。
2.如权利要求1所述的薄壁环形工件切削加工夹具,其特征在于:所述压紧装置(2)还包括限位销(12),限位销(12)的上端与所述压板(6)固连,限位销(12)的下端沿着竖直方向向下延伸,并且限位销(12)的侧面还与薄壁环形工件(10)的至少一侧表面相互贴合。
3.如权利要求2所述的薄壁环形工件切削加工夹具,其特征在于:所述压板(6)至少有一侧表面作为定位面(13),该定位面(13)与薄壁环形工件(10)至少一侧表面相互贴合。
4.如权利要求1所述的薄壁环形工件切削加工夹具,其特征在于:所述压板(6)的表面还设有限位沉槽(14),所述托杆(5)的上端抵靠于该限位沉槽(14)内。
5.如权利要求1所述的薄壁环形工件切削加工夹具,其特征在于:所述限位孔(9)的俯视投影为腰圆形。
6.如权利要求1或4所述的薄壁环形工件切削加工夹具,其特征在于:所述托杆(5)的上端面为半球面形状。
7.如权利要求3所述的薄壁环形工件切削加工夹具,其特征在于:所述定位面(13)为弧形曲面。
8.如权利要求1所述的薄壁环形工件切削加工夹具,其特征在于:所述基座(1)的表面还设有次定位阶(16)和副撑块(17),副撑块(17)搁置于次定位阶(16)的表面上,薄壁环形工件(10)至少有一侧表面与该副撑块(17)的表面贴合,副撑块(17)的侧面与所述主撑块(3)的侧面相互贴合。
9.如权利要求8所述的薄壁环形工件切削加工夹具,其特征在于:所述次定位阶(16)的表面设有容置槽(18),副撑块(17)的下端套装于该容置槽(18)内,副撑块(17)的上端面与薄壁环形工件(10)的下端面贴合。
10.如权利要求1所述的薄壁环形工件切削加工夹具,其特征在于:所述基座(1)整体为圆环状,所述压紧装置(2)数量为多个,多个压紧装置(2)围绕所述基座(1)的中心轴线按照圆周阵列均匀布置。
技术总结
本技术提供一种薄壁环形工件切削加工夹具,包括基座和多个压紧装置,压紧装置包括主撑块、支撑杆、托杆和压板,支撑杆的下端、托杆的下端均与基座螺接,支撑杆的上端与锁紧螺母螺接,基座还与主撑块固连,并且主撑块的表面设有主定位阶,压板的表面设有限位孔,薄壁环形工件的表面设有凸台,支撑杆还穿插于限位孔内,并且使托杆的上端抵靠于压板的一端,凸台夹持于压板的另一端与主定位阶之间。采用本技术的技术方案,当对薄壁环件凸台进行装夹时,若薄壁环件的上端既可向上延伸也可向下延伸,可对薄壁工件的上端面或内壁表面进行切削加工,相比现有技术,该夹具适用范围广,减少了夹具制作资源的不必要浪费。
技术研发人员:严萍,晏超超,金渊勇,顾军军,李飞扬,刘勇
受保护的技术使用者:贵州黎阳国际制造有限公司
技术研发日:20230809
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!