箱体定位焊接装置的制作方法
本技术涉及焊接装配,具体而言,尤其涉及一种箱体定位焊接装置。
背景技术:
1、焊接是将两个以上的工件连接成一个部件的常用方法,但焊接加工的精度不高,并且焊接过程产生的热量容易导致工件受热变形,所以被焊接成型的部件一般都需要进行二次加工,不仅增加了生产成本,而且对于尺寸和形位公差要求较高的工件,焊接过后的加工过程往往更加的繁琐,因此,对工件进行焊接时,需要相应的限位结构对待焊接的工件进行精准的限位,以避免焊接过程中,工件发生晃动,以及工件的受热变形,导致工件在焊接成型后尺寸和形位公差不能满足要求。
2、如授权公布号cn115213619a揭示了一种箱体定位焊接工装,包括焊接平台,焊接平台上设置有定位结构和驱动结构,驱动结构的两侧设置有支撑结构,定位结构与箱体的外壁相接触从而实现对箱体外壁的定位,驱动结构驱动支撑结构与箱体的内壁相抵接从而实现对箱体内壁的定位。然而,在工装将箱体定位完成后,由机械手将其焊接完成,再由人工将箱体盖板盖在箱体上,此时,就是由人工将其装配定位,人工装配定位费时费力,工作强度大。而且稳定性差,无法保证定位的统一性,极大地降低良品率。
技术实现思路
1、本实用新型的目的是克服现有技术存在的不足,提供一种箱体定位焊接装置。
2、本实用新型的目的通过以下技术方案来实现:
3、一种箱体定位焊接装置,包括基板,所述基板上滑动设有支撑板,所述支撑板可由驱动组件驱动其在x轴或y轴上同时相向或相背移动,位于同侧的所述支撑板上设有一滑杆,所述滑杆上固设有用以承载箱体的承载板,所述承载板上固设有用以将箱体盖板的两端按压在所述箱体上的按压组件;所述支撑板上固设有用以将所述箱体盖板的两侧按压在所述箱体上的下压组件和用以对箱体的端面和侧面进行限位的限位组件。
4、优选的,所述下压组件至少包括固设在所述支撑板上的下压架,所述下压架上固设有一滑轨,所述滑轨上设有与其相适配的滑块,所述滑块的一端设有固设在所述下压架上的伸缩气缸,所述伸缩气缸的气缸轴上固设有所述滑块;所述滑块的气缸轴上固设有一下压气缸,所述下压气缸的气缸轴上固设有一下压块。
5、优选的,所述限位组件至少包括固设在所述下压架上的丝杆座,所述丝杆座上固设有一轴杆,所述轴杆上设有与其相适配的衬套,所述衬套上固设有一滑动块,所述滑动块上固设有一连接板,所述连接板上固设有一竖直设置的抵接块,所述抵接块上固设有直角板。
6、优选的,所述丝杆座上枢轴设有传动丝杆,所述传动丝杆的一端延伸置于所述丝杆座的外部,并与手柄传动连接,所述传动丝杆上设有与其为丝杆传动的传动螺母,所述传动螺母上固设有所述滑动块。
7、优选的,所述按压组件至少包括固设在所述承载板上的按压架,所述按压架上固设有导轨,所述导轨上设有与其相适配的导块,所述导块的一端设有固设在所述按压架上的推送气缸,所述推送气缸的气缸轴上固设有所述导块;所述导块的气缸轴上固设有一按压气缸,所述按压气缸的气缸轴上固设有一按压块。
8、优选的,所述支撑板上固设有滑套,所述滑套内设有与其相适配的所述滑杆,所述承载板通过螺栓锁止在所述滑杆上。
9、优选的,所述驱动组件至少包括固设在所述基板上的第一导向轨,所述第一导向轨上设有与其相适配的第一导向块,所述第一导向块上固设有导向板,所述导向板上固设有第二导向轨,所述第二导向轨的中轴线与所述第一导向轨的中轴线垂直,所述第二导向轨上设有与其相适配的第二导向块,所述支撑板固设在所述第二导向块上。
10、优选的,所述基板上固设有一无杆气缸,所述无杆气缸的气缸轴与所述导向板固接。
11、本实用新型的有益效果主要体现在:
12、1、设计精巧,限位组件将箱体的侧面和端面精准定位,再由按压组件和下压组件相互配合将盖板按压在箱体上,从而实现整体定位,可确保装配的稳定性和准确率,极大地提高良品率,另外,该装置实现全自动化操作,无需人工操作,降低工作强度,适用于批量生产;
13、2、限位组件集成在下压组件上,实现高度集成,使得结构更加紧凑,布局更加合理,减少占用空间,具有较广的适用性;
14、3、驱动组件可驱动支撑板水平滑动,从而可满足对不同规格的箱体进行定位焊接,操作简单便捷,极大地提高工作效率和适用性。
技术特征:
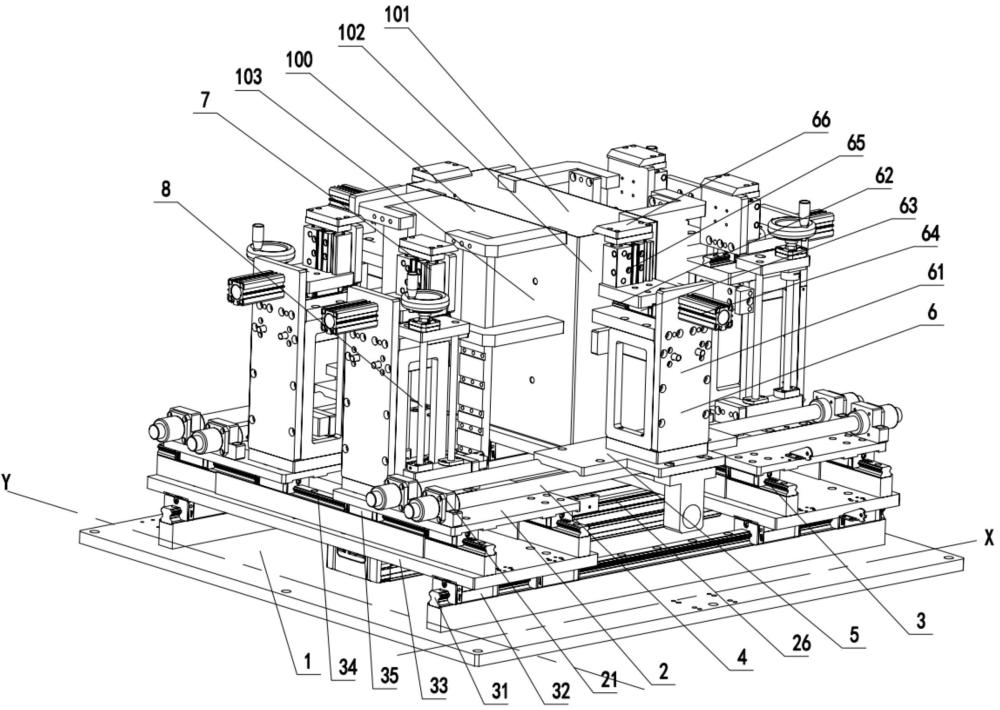
1.箱体定位焊接装置,包括基板(1),其特征在于:所述基板(1)上滑动设有支撑板(2),所述支撑板(2)可由驱动组件(3)驱动其在x轴或y轴上同时相向或相背移动,位于同侧的所述支撑板(2)上设有一滑杆(4),所述滑杆(4)上固设有用以承载箱体(100)的承载板(5),所述承载板(5)上固设有用以将箱体盖板(101)的两端按压在所述箱体(100)上的按压组件(6);所述支撑板(2)上固设有用以将所述箱体盖板(101)的两侧按压在所述箱体(100)上的下压组件(7)和用以对箱体(100)的端面(102)和侧面(103)进行限位的限位组件(8)。
2.根据权利要求1所述的箱体定位焊接装置,其特征在于:所述下压组件(7)至少包括固设在所述支撑板(2)上的下压架(71),所述下压架(71)上固设有一滑轨(72),所述滑轨(72)上设有与其相适配的滑块(73),所述滑块(73)的一端设有固设在所述下压架(71)上的伸缩气缸(74),所述伸缩气缸(74)的气缸轴上固设有所述滑块(73);所述滑块(73)的气缸轴上固设有一下压气缸(75),所述下压气缸(75)的气缸轴上固设有一下压块(76)。
3.根据权利要求2所述的箱体定位焊接装置,其特征在于:所述限位组件(8)至少包括固设在所述下压架(71)上的丝杆座(81),所述丝杆座(81)上固设有一轴杆(82),所述轴杆(82)上设有与其相适配的衬套(83),所述衬套(83)上固设有一滑动块(84),所述滑动块(84)上固设有一连接板(85),所述连接板(85)上固设有一竖直设置的抵接块(86),所述抵接块(86)上固设有直角板(87)。
4.根据权利要求3所述的箱体定位焊接装置,其特征在于:所述丝杆座(81)上枢轴设有传动丝杆(88),所述传动丝杆(88)的一端延伸置于所述丝杆座(81)的外部,并与手柄(881)传动连接,所述传动丝杆(88)上设有与其为丝杆传动的传动螺母(89),所述传动螺母(89)上固设有所述滑动块(84)。
5.根据权利要求1所述的箱体定位焊接装置,其特征在于:所述按压组件(6)至少包括固设在所述承载板(5)上的按压架(61),所述按压架(61)上固设有导轨(62),所述导轨(62)上设有与其相适配的导块(63),所述导块(63)的一端设有固设在所述按压架(61)上的推送气缸(64),所述推送气缸(64)的气缸轴上固设有所述导块(63);所述导块(63)的气缸轴上固设有一按压气缸(65),所述按压气缸(65)的气缸轴上固设有一按压块(66)。
6.根据权利要求1至5任一所述的箱体定位焊接装置,其特征在于:所述支撑板(2)上固设有滑套(21),所述滑套(21)内设有与其相适配的所述滑杆(4),所述承载板(5)通过螺栓锁止在所述滑杆(4)上。
7.根据权利要求6所述的箱体定位焊接装置,其特征在于:所述驱动组件(3)至少包括固设在所述基板(1)上的第一导向轨(31),所述第一导向轨(31)上设有与其相适配的第一导向块(32),所述第一导向块(32)上固设有导向板(33),所述导向板(33)上固设有第二导向轨(34),所述第二导向轨(34)的中轴线与所述第一导向轨(31)的中轴线垂直,所述第二导向轨(34)上设有与其相适配的第二导向块(35),所述支撑板(2)固设在所述第二导向块(35)上。
8.根据权利要求7所述的箱体定位焊接装置,其特征在于:所述基板(1)上固设有一无杆气缸(36),所述无杆气缸(36)的气缸轴与所述导向板(33)固接。
技术总结
本技术揭示了一种箱体定位焊接装置,包括基板,基板上滑动设有支撑板,支撑板可由驱动组件驱动其移动,位于同侧的支撑板上设有一滑杆,滑杆上固设有用以承载箱体的承载板,承载板上固设有用以将箱体盖板的两端按压在箱体上的按压组件;支撑板上固设有用以将箱体盖板的两侧按压在箱体上的下压组件和用以对箱体的端面和侧面进行限位的限位组件。本技术的有益效果主要体现在:设计精巧,限位组件将箱体的侧面和端面精准定位,再由按压组件和下压组件相互配合将盖板按压在箱体上,从而实现整体定位,可确保装配的稳定性和准确率,极大地提高良品率,另外,该装置实现全自动化操作,无需人工操作,降低工作强度,适用于批量生产。
技术研发人员:俞贤民,胡永刚
受保护的技术使用者:苏州市镭极激光技术有限公司
技术研发日:20230809
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!