轴承枢轴打孔定位装置的制作方法
本技术涉及一种农用机械配件工装,尤其是一种轴承枢轴打孔定位装置。
背景技术:
1、农用机械配件繁多,轴承枢轴也要根据使用需求在不同位置打孔。
2、当需要在轴承枢轴的径向先后打两个具有夹角的孔时,需要打孔定位工装将轴承枢轴固定;
3、目前,轴承枢轴的径向打孔数量要求为两个,分别为第一钻孔和第二钻孔,第一钻孔与轴承枢轴上的第一通孔夹角90°,第二钻孔与轴承枢轴上的第二通孔夹角90°,而第一通孔与第二通孔之间夹角设置,这就导致在第一钻孔和第二钻孔的定位基准不同;
4、如果能够在同一个工装上实现两个轴承枢轴同时定位,并可以分别加工第一钻孔或第二钻孔,就能缩短工件拆卸装夹的次数,提高打孔效率。
技术实现思路
1、针对现有技术中存在的不足,本实用新型提供一种轴承枢轴打孔定位装置,同一工装能分别装夹两个轴承枢轴,并根据打孔位置不同对轴承枢轴分别定位。本实用新型采用的技术方案是:
2、一种轴承枢轴打孔定位装置,用于给轴承枢轴本体打孔,包括工装底座、定位块、定位杆、压板和内六角螺栓;
3、所述工装底座上纵向平行设置有两个定位部,每个定位部对应一个定位块;
4、所述定位部包括前后顺序布置的第一容置槽和第二容置槽,所述第一容置槽的后端收缩成与第二容置槽相连的过渡槽,所述过渡槽的宽度小于第一容置槽和第二容置槽的宽度;
5、所述工装底座上横向设置有第三容置槽,所述第三容置槽贯穿于两个定位部上的第一容置槽;
6、所述定位块的后端设置有与第一容置槽相通的定位槽,所述定位块的侧面贯穿设置有与定位槽相通的第一斜槽,所述第一斜槽的延伸方向与水平方向夹角;
7、所述定位杆能够与第三容置槽或第一斜槽相匹配;
8、所述压板位于工装底座上方,所述内六角螺栓穿过压板与工装底座螺纹连接。
9、进一步地,所述工装底座顶面设置有第一螺纹孔,所述第一螺纹孔位于两个定位部之间,所述内六角螺栓螺纹连接于第一螺纹孔。
10、进一步地,所述工装底座侧面竖向设置有限位槽,所述定位块能够在限位槽内滑动。
11、进一步地,所述工装底座侧面设置有第二螺纹孔,所述定位块侧面设置有螺钉,所述螺钉穿过定位块与第二螺纹孔螺纹连接。
12、进一步地,所述压板上设置有第三通孔,所述内六角螺栓贯穿于第三通孔。
13、进一步地,所述定位块的定位块上表面为斜面,其延伸方向与第一斜槽平行。
14、本实用新型的优点:
15、使用一个工装可以针对两个轴承枢轴分别定位,能够同时加工两个轴承枢轴上的第一钻孔,也能分别加工两个轴承枢轴上的第一钻孔和第二钻孔,无需调整钻头的角度,钻头始终沿竖直方向,有效提高加工效率。
技术特征:
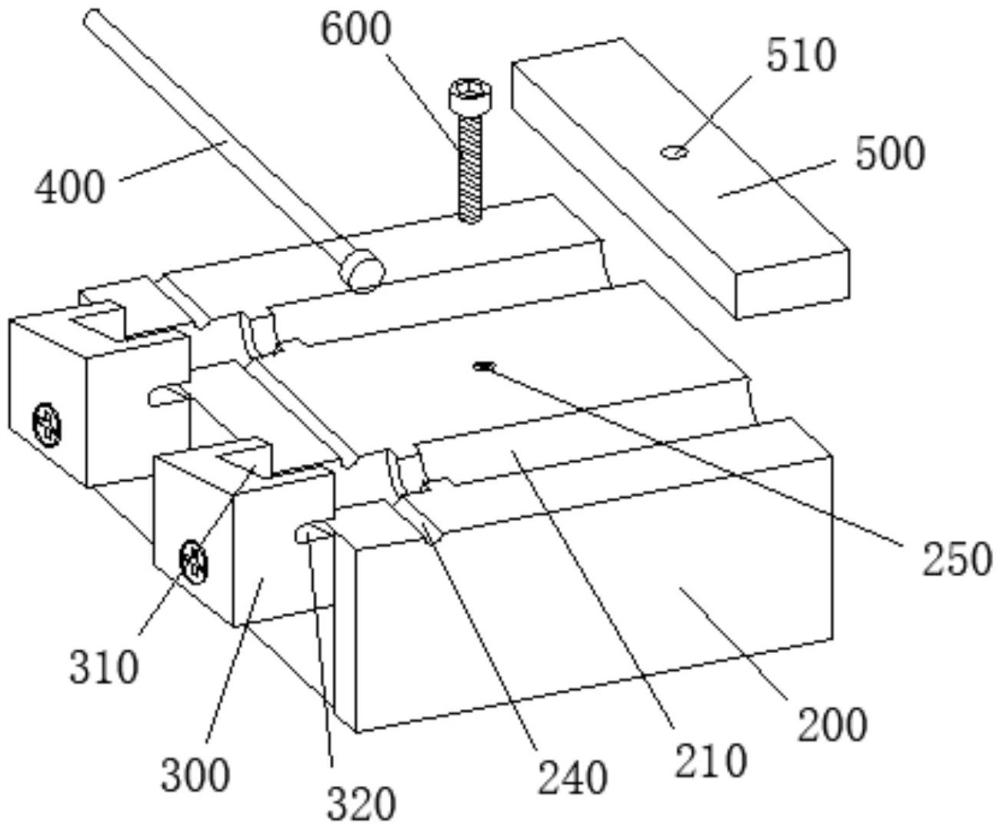
1.一种轴承枢轴打孔定位装置,用于给轴承枢轴本体(100)打孔,其特征在于:包括工装底座(200)、定位块(300)、定位杆(400)、压板(500)和内六角螺栓(600);
2.根据权利要求1所述的轴承枢轴打孔定位装置,其特征在于:所述工装底座(200)顶面设置有第一螺纹孔(250),所述第一螺纹孔(250)位于两个定位部之间,所述内六角螺栓(600)螺纹连接于第一螺纹孔(250)。
3.根据权利要求1所述的轴承枢轴打孔定位装置,其特征在于:所述工装底座(200)侧面竖向设置有限位槽(260),所述定位块(300)能够在限位槽(260)内滑动。
4.根据权利要求3所述的轴承枢轴打孔定位装置,其特征在于:所述工装底座(200)侧面设置有第二螺纹孔(270),所述定位块(300)侧面设置有螺钉(330),所述螺钉(330)穿过定位块(300)与第二螺纹孔(270)螺纹连接。
5.根据权利要求1所述的轴承枢轴打孔定位装置,其特征在于:所述压板(500)上设置有第三通孔(510),所述内六角螺栓(600)贯穿于第三通孔(510)。
6.根据权利要求1-5中任一项所述的轴承枢轴打孔定位装置,其特征在于:所述定位块(300)的定位块上表面(300a)为斜面,其延伸方向与第一斜槽(320)平行。
技术总结
本技术提供一种轴承枢轴打孔定位装置,包括工装底座、定位块、定位杆、压板和内六角螺栓;所述工装底座上纵向平行设置有两个定位部,每个定位部对应一个定位块;所述定位部包括前后顺序布置的第一容置槽和第二容置槽,所述工装底座上横向设置有第三容置槽,所述第三容置槽贯穿于两个定位部上的第一容置槽;所述定位块的后端设置有与第一容置槽相通的定位槽,所述定位块的侧面贯穿设置有与定位槽相通的第一斜槽;所述定位杆能够与第三容置槽或第一斜槽相匹配;所述压板位于工装底座上方,所述内六角螺栓穿过压板与工装底座螺纹连接。本申请能够在同一个工装上实现两个轴承枢轴同时定位,缩短工件拆卸装夹的次数。
技术研发人员:邱祥,李悠杨,刘杰
受保护的技术使用者:无锡和盛瑞德机器工业有限公司
技术研发日:20230810
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!