一种串焊机的制作方法
本申请涉及光伏电池领域,尤其是涉及一种串焊机。
背景技术:
1、随着光伏技术的发展,为了提高电池片的电能转化率,而将多个电池片相互叠置并通过焊带焊接在一起,从而形成电池串;因此,为了满足上述工艺要求,用于电池片焊接形成电池串的焊接设备孕育而生。
2、现有技术中,电池片之间通过焊带相互连接,首先需要在平整的电池片上焊接焊带,因此,需要将焊带布置于电池片的表面,经过加热固化后使焊带和电池片之间完成焊接;一般的,串焊机正反面焊接成串时,通常是通过夹头夹持焊带,先布置焊带,再布置电池片,再继续布置焊带,以此类推完成整串焊接,随着电池片对焊带数量要求的提升,焊带的数量受到夹头尺寸或结构的限制,可焊接的焊带数量也受到限制,造成电池串焊效率较低。
3、因此,现有技术的技术问题在于:电池串焊效率较低。
技术实现思路
1、本申请提供一种串焊机,解决了电池串焊效率较低的技术问题,达到提高电池片串焊效率的技术效果。
2、本申请提供的一种串焊机,采用如下的技术方案:
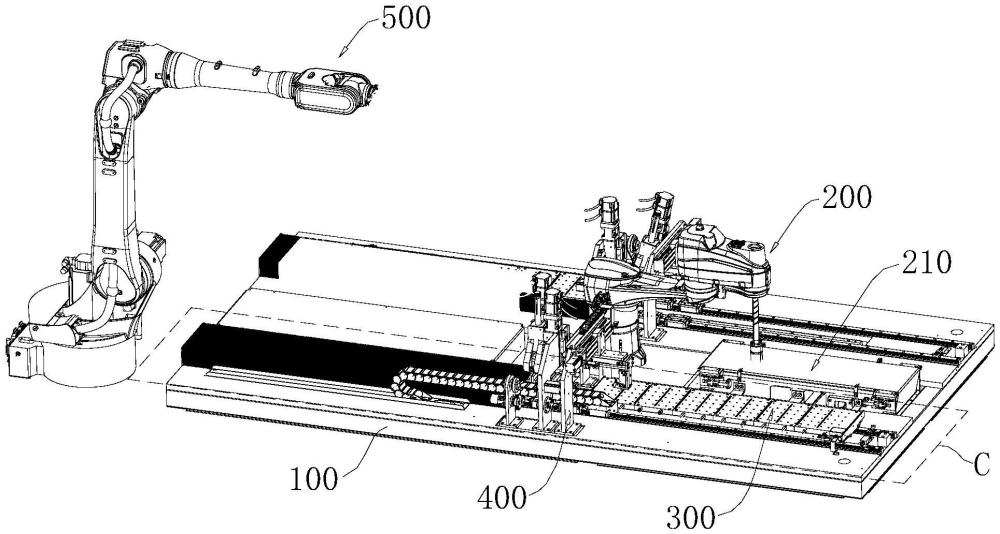
3、一种串焊机,包括:运载机构,所述运载机构用于输送电池片,所述运载机构包括:载体,所述载体用于布置电池片以形成电池串;驱动组件,所述驱动组件用于驱动所述载体移动,使得载体与位于所述载体上的电池串沿预设路径移动;焊接机构,所述焊接机构具有一焊接空间;其中,所述载体经过所述焊接空间,所述载体位于所述焊接空间内,所述焊接机对位于所述载体上的电池串进行焊接。
4、作为优选,所述运载机构与所述焊接机构形成一焊接单元,所述焊接单元具有多个,多个焊接单元并列布置。
5、作为优选,还包括第一转移机构,所述第一转移机构包括:输入组件,所述输入组件用于电池片输入;第一转移组件,所述第一转移机构用于将所述输入组件上的电池片转移到一个或多个所述焊接单元上并叠置成电池串。
6、作为优选,所述焊接机构包括焊接组件,所述焊接组件的下方形成有所述焊接空间,所述焊接组件包括:焊接件,所述焊接件具有沿靠近或远离所述焊接空间的移动自由度,所述焊接件至少具有第一状态和第二状态:在第一状态下,所述焊接件位于所述焊接空间内并作用于所述电池串的焊接区;在第二状态下,所述焊接件位于所述焊接空间上方。
7、作为优选,所述焊接组件至少具有两组,所述焊接组件沿所述载体的预设路径方向布置,所述焊接组件的间距与电池串的焊接区间距相等。
8、作为优选,所述焊接组件还包括:隔绝件,所述隔绝件至少部分设置于所述焊接件与电池串之间,使得所述焊接件下降通过所述隔绝件间接作用于电池串上。
9、作为优选,所述隔绝件可形变。
10、作为优选,所述焊接组件还包括喷涂组件,所述喷涂组件的下方形成有喷涂空间,所述载体沿预设路径经过所述喷涂空间,电池串位于喷涂空间内,所述喷涂组件用于向电池串的焊接区喷涂助焊剂。
11、作为优选,所述喷涂组件包括喷涂件,所述喷涂件具有沿电池串的焊接区方向的移动自由度,使得所述喷涂件可沿焊接区的方向移动而将助焊剂喷涂于焊接区上。
12、作为优选,所述载体具有一放置平面,所述放置平面上开设有吸附孔,吸附孔用于吸附电池串以固定电池串位置。
13、综上所述,本申请包括以下至少一种有益技术效果:
14、1、本申请通过运载机构将电池片叠置成串后,驱动电池片沿预设路径依次经过焊接空间,电池片位于焊接空间内,焊接机构对电池片上的焊接区依次进行热压焊接,使得电池片之间完成焊接,提高电池片焊接效率。
15、2、本申请的焊接机构中设置有多组焊接组件,焊接组件的布置间距与电池片之间的焊接区间距一致,使得载体运载电池片移动时,多组焊接件对应作用于电池片的多个焊接区,从而实现多个焊接区的热压焊接,进一步提高电池串焊接效率。
16、3、本申请中在焊接件和电池串之间设置一层隔绝件,使得焊接件通过隔绝件间接作用在电池串上,防止焊接件和电池串直接接触,避免了电池串上的助焊剂、焊带上的焊锡等附着于焊接件上而导致电池串受热不均匀,从而提高电池串焊接品质。
技术特征:
1.一种串焊机,其特征在于,包括:
2.根据权利要求1所述的一种串焊机,其特征在于,所述运载机构(300)与所述焊接机构(400)形成一焊接单元(c),所述焊接单元(c)具有多个,多个焊接单元(c)并列布置。
3.根据权利要求2所述的一种串焊机,其特征在于,还包括第一转移机构(200),所述第一转移机构(200)包括:
4.根据权利要求1所述的一种串焊机,其特征在于,所述焊接机构(400)包括焊接组件(420),所述焊接组件(420)的下方形成有所述焊接空间(421),所述焊接组件(420)包括:
5.根据权利要求4所述的一种串焊机,其特征在于,所述焊接组件(420)至少具有两组,所述焊接组件(420)沿所述载体(310)的预设路径方向布置,所述焊接组件(420)的间距与电池串(620)的焊接区(630)间距相等。
6.根据权利要求4或5所述的一种串焊机,其特征在于,所述焊接组件(420)还包括:
7.根据权利要求6所述的一种串焊机,其特征在于,所述隔绝件(424)可形变。
8.根据权利要求4或5所述的一种串焊机,其特征在于,所述焊接组件(420)还包括喷涂组件(410),所述喷涂组件(410)的下方形成有喷涂空间(411),所述载体(310)沿预设路径经过所述喷涂空间(411),电池串(620)位于喷涂空间(411)内,所述喷涂组件(410)用于向电池串(620)的焊接区(630)喷涂助焊剂。
9.根据权利要求8所述的一种串焊机,其特征在于,所述喷涂组件(410)包括喷涂件(412),所述喷涂件(412)具有沿电池串(620)的焊接区(630)方向的移动自由度,使得所述喷涂件(412)可沿焊接区(630)的方向移动而将助焊剂喷涂于焊接区(630)上。
10.根据权利要求1所述的一种串焊机,其特征在于,所述载体(310)具有一放置平面,所述放置平面上开设有吸附孔(311),吸附孔(311)用于吸附电池串(620)以固定电池串(620)位置。
技术总结
本申请涉及光伏电池领域,尤其是涉及一种串焊机,包括:运载机构,所述运载机构用于输送电池片,所述运载机构包括:载体,所述载体用于布置电池片以形成电池串;驱动组件,所述驱动组件用于驱动所述载体移动,使得载体与位于所述载体上的电池串沿预设路径移动;焊接机构,所述焊接机构具有一焊接空间;其中,所述载体经过所述焊接空间,所述载体位于所述焊接空间内,所述焊接机对位于所述载体上的电池串进行焊接。解决了电池串焊效率较低的技术问题,达到提高电池片串焊效率的技术效果。
技术研发人员:朱亮,卢嘉彬,高红刚,袁彬
受保护的技术使用者:浙江晶盛机电股份有限公司
技术研发日:20230817
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!