一种五金件加工的弧形局部成型模具的制作方法
本技术涉及一种工件加工设备领域,更具体地说,涉及一种五金件加工的弧形局部成型模具。
背景技术:
1、目前,中国专利网上公开了一种非金属垫片冲压装置,公开号cn219311465u,包括铜垫、外圆冲压装置和内圆冲压装置;外圆冲压装置顶部设有3mm厚的铜垫;外圆冲压装置的外表面为圆柱体;内表面设有两个限位台阶,第一限位台阶用于内圆冲压装置的轴向定位;第二限位台阶用于定位所要制作垫片的外圆;外圆冲压装置下端开口为3×6mm朝外的倒角,制成圆形的尖端刃口;内圆冲压装置的外表面为台阶型圆柱体,上部分圆柱直径为下部分圆柱体用于定位所要制作垫片的内圆;下部分圆柱体的下端口为3×6mm朝内的倒角,制成圆形的尖端刃口;铜垫、外圆冲压装置和内圆冲压装置中心位置设有相通的通孔。本实用新型垫片损坏后,维修工可自己完成常用垫片的制作,不会耽误正常工业生产。
2、上述专利中的一种非金属垫片冲压装置,虽然具有结构简单的优点,但是该冲压装置上没有设置用于固定带冲压工件的装置,导致其在冲压过程中工件位置易出现偏移,导致工件加工的良品率较低。
技术实现思路
1、本实用新型为了克服现有技术中存在的传统的冲压装置良品两率较低的问题,现提供较高良品率的一种五金件加工的弧形局部成型模具。
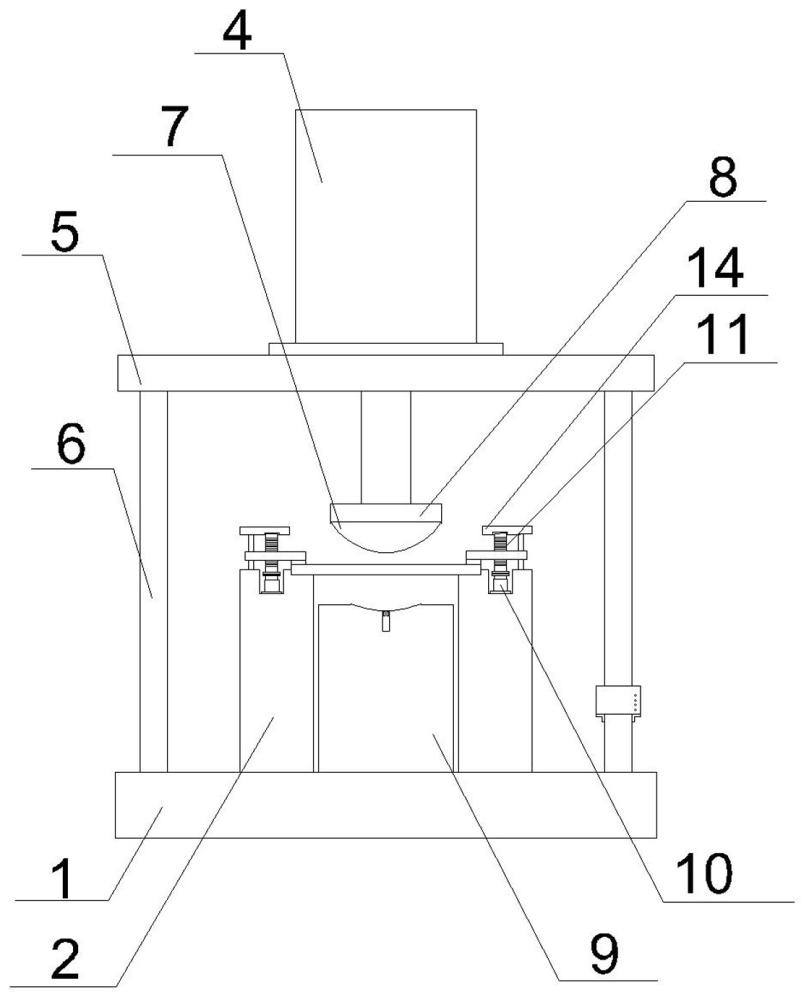
2、本实用新型的一种五金件加工的弧形局部成型模具,包括底座,所述的底座上端设有用于放置待加工的工件的工作台,所述的工作台上方设有用于将工件局部加工成弧形的液压成型装置,所述的工作台上左右两侧分别设有呈左右对称分布且用于对工件进行位置固定的压紧装置,所述的压紧装置包括用于对工件端部进行压紧的压紧块。
3、作为优选,所述的液压成型装置包括作为主体的液压机,所述的液压机下端设有用于支撑液压机的支撑板,所述的支撑板下端四个角落分别设有与支撑板配合使用的支撑柱,所述的支撑柱上端与支撑板下端面相焊接,所述的支撑柱下端与底座上端面相焊接。
4、作为优选,所述的液压机与支撑板上端面通过设置螺钉相连接,位于液压机正下方的支撑板上开设有与液压机的液压柱相匹配的液压通孔,所述的液压机的液压柱插接于液压通孔内,所述的液压机的液压柱下方设有用于对放置在工作台上的工件进行加工的弧形压块
5、作为优选,所述的液压机的液压柱底部套接有用于安装弧形压块的压块座,所述的弧形压块上端面与压块座下端面相焊接,所述的压块座上端中心开设有与液压机的液压柱下端部相匹配的螺纹套孔,所述的液压机的液压柱下端部与压块座通过螺纹套孔相连接。
6、作为优选,所述的工作台上端面中心开设有用于对工件进行定位的固定位,位于固定位正下方的工作台上设有与液压机的液压柱相匹配的导柱通孔,所述的导柱通孔内设有用于对弧形压块进行限位的限位块。
7、作为优选,所述的限位块顶部中心开设有与弧形压块配合使用的弧形限位槽,所述的限位块底部与底座上端面相焊接。
8、作为优选,所述的压紧装置包括开设于工作台上端左右侧的电机槽,所述的电机槽内安装有用于驱动压紧块的压紧电机,所述的压紧电机的输出轴方设有与压紧块配合使用的竖直丝杆,所述的竖直丝杆上设有与竖直丝杆配合使用且用于安装压紧块的活动板,位于竖直丝杆一侧的活动板设有与竖直丝杆配合使用的导向杆。
9、作为优选,所述的压紧电机底部与电机槽内底部通过设置螺钉相连接,所述的活动板上开设有与竖直丝杆相匹配的丝杆通孔,所述的丝杆通孔内嵌装有与竖直丝杆配合使用的丝杆副,位于丝杆通孔一侧的活动板上开设有与导向杆相匹配的导向通孔,位于丝杆通孔另以一侧的活动板下端面与压紧块的上端面相焊接,所述的竖直丝杆上端设有用于对活动板进行限位的固定块。
10、作为优选,所述的压紧电机的输出轴上端与竖直丝杆下端通过设置联轴器相连接,所述的固定块下端面嵌装有与竖直丝杆配合使用的丝杆轴承,所述的竖直丝杆上端插接于丝杆轴承中心,所述的导向杆上端插接于固定块下端面,所述的导向杆下端插接于工作台上端面。
11、作为优选,位于弧形限位槽槽底中心下端的限位块上嵌装有用于测算工件弯曲度的红外传感器j1,位于限位块右侧的支撑柱上架设有与红外传感器j1配合使用的电控箱,位于电控箱下端的支撑柱上焊接有用于安装电控箱的安装架,所述的安装架上端与电控箱下端相焊接,所述的电控箱内设有与红外传感器j1配合使用的pcb板,所述的pcb板上设有电源电路和控制电路;所述的电源电路包括电源模块m1、开关k1和二极管d1,所述的电源模块m1的1引脚与二极管d1的正极电性连接,所述的二极管d1的负极与开关k1的一端电性连接,所述的开关k1另一端输出+vcc,所述的电源模块m1的2引脚接地;所述的控制电路包括控制芯片u1、晶振y1、红外传感j1、蓝牙模块j2、电阻r1、电阻r2、电阻r3、开关k2、开关k3、开关k4、电容c1、电容c2和电容c3,所述的开关k1、开关k2、开关k3、开关k4从上至下依次嵌装于电控箱前端面,所述的晶振y1的一端分别与电容c1的一端和控制芯片u1的19引脚电性连接,所述的晶振y1的另一端分别与电容c2的一端和控制芯片u1的18引脚电性连接,所述的电容c1的另一端和电容c2的另一端电性连接,所述的电容c1的另一端接地,所述的电阻r1的一端分别与开关k2的一端、电容c3的一端和控制芯片u1的9引脚电性连接,所述的电阻r1的另一端接地,所述的开关k2的另一端和电容c3的另一端电性连接,所述的开关k2的另一端接+vcc,所述的控制芯片u1的31引脚接+vcc,所述的控制芯片u1的1引脚与电阻r2一端电性连接,所述的控制芯片u1的2引脚与电阻r3一端电性连接,所述的电阻r2的另一端与开关k3的一端电性连接,所述的电阻r3的另一端与开关k4的一端电性连接,所述的开关k3的另一端和开关k4的另一端分别接地,所述的红外传感j1的1引脚接+vcc,所述的红外传感j1的2引脚与控制芯片u1的6引脚电性连接,所述的红外传感j1的3引脚与控制芯片u1的7引脚电性连接,所述的红外传感j1的4引脚接地,所述的蓝牙模块j2的1引脚接+vcc,所述的蓝牙模块j2的2与控制芯片u1的10引脚电性连接,所述的蓝牙模块j2的3与控制芯片u1的11引脚电性连接,所述的蓝牙模块j2的4引脚接地。
12、所述的液压机可采用的型号为:四柱液压机。
13、所述的电源模块可采用的型号为hlk-20m12;所述的控制芯片u1可采用的型号为stc89c52。所述的红外传感器j1可采用的型号为gp2y0a21yk0f;所述的蓝牙模块可采用的型号为dx2003 ble;正常工作前,使用者可通过烧录器将所需程序烧入控制芯片u1中。开关k2可用于对控制芯片u1进行复位。
14、工作时,先将待加工的工件放置到工作台上端的固定位上,将电源电路与220v日常工作电路电性连接,之后打开开关k1,此时电源电路开始工作并为控制电路提供电能,此时红外传感器j1开始工作实时采集红外传感器j1与工件底面中心间的距离,之后将采集到数据发送给控制芯片u1,当控制芯片u1收到距离信号后会计算此时工件的弯曲程度,之后分别启动工作台左右两侧的压紧电机,压紧电机带动竖直丝杆顺时针转动,竖直丝杆在顺时针转动过程中,在丝杆副的作用下带动活动板向下移动让压紧块靠近工件一端,直至压紧块与工件上端面相抵,通过对工件的压紧固定,防止工件在加工时产生偏移,提高工件加工后的良品率。
15、对工件进行加工时,启动液压机,此时液压机会带动液压柱向下移动,在液压柱的带动下,弧形压块向下移动缓慢向工件靠近,直至弧形压块会工件加工面相抵,此时弧形压块开始将工件的正面加工部位锻压成弧形,在锻压过程中位于工件下方的限位块会与弧形压块配合使用,将工件的加工部位的背部成型弧形,该过程中使用者可按下开关k3,此时蓝牙模块j2开始工作将计算得到的工件弯曲度数据发送到使用者手机,使用者可手机实时查看工件的弯曲值,按下开关k3,蓝牙模块j2停止工作,之后将压紧电机反向转动,让压紧块与工件分离,之后便可将成型后的工件取出。
16、本实用新型具有以下有益效果:结构简单,使用方便,稳定性高,良品率高。
- 还没有人留言评论。精彩留言会获得点赞!