一种汽车传动轴自动线的制作方法
本技术涉及自动化设备,更具体地说,它涉及一种汽车传动轴自动线。
背景技术:
1、如图10所示为汽车传动轴,其包括包括套筒91以及加工成型于套筒91的轴92,该零件在精加工时需要通过三台车床和一台加工中心依次进行加工。
2、现有技术中的单机自动化加工传动轴只能做到一序的加工,需要人工二次中转,或者人工二次加工,效率低,而且需要人工中转;为实现一次上料成品产出的高效生产,申请人设计有一款衔接三台车床和一台加工中心的自动加工生产线。
3、但是,在设计时发现,车床和加工中心的加工对于工件的姿态要求不同,即车床需要以水平姿态送入装夹,加工中心需要以竖直姿态送入装夹,而现有技术中的单一机械手无法满足两种姿态的送料需求;因此需要提出一种新的方案来解决这个问题。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在于提供一种汽车传动轴自动线,克服了汽车传动轴在车床上水平姿态,到加工中心是竖直状态的加工,满足两种姿态的送料需求。
2、本实用新型的上述技术目的是通过以下技术方案得以实现的:一种汽车传动轴自动线,包括依次布局的若干车床以及加工中心,沿所述车床和加工中心设置有桁架,所述桁架滑移连接有位移机构a,所述位移机构a驱动连接有升降机构a,所述升降机构a的底端连接有水平姿态机械手,所述桁架滑移连接有位移机构b,所述位移机构b驱动连接有升降机构b,所述升降机构b的底端连接有竖直姿态机械手;末台所述车床和首台加工中心之间设置有姿态变换台,所述姿态变换台用于将水平姿态的汽车传动轴翻转为竖直姿态。
3、通过采用上述技术方案,本申请提供的生产线在正常工作时,由位移机构a和升降机构a驱动水平姿态机械手抓取粗加工的汽车传动轴,并将汽车传动轴依次送入和取出于各台车床,由各台车床依次完成相应加工获得半成品汽车传动轴;由位移机构a和升降机构a驱动水平姿态机械手抓取半成品汽车传动轴,并将半成品汽车传动轴送入到姿态变换台,由姿态变换台翻转半成品汽车传动轴90°,使之由水平姿态翻转为竖直姿态;由竖直姿态机械手抓取半成品汽车传动轴并依次送入和取出于各台加工中心,由加工中心完成相应工序后获得成品精加工汽车传动轴,最后由位移机构b和升降机构b驱动竖直姿态机械手完成成品精加工汽车传动轴的下料;综上所述,本申请增设姿态变换台衔接车床和加工中心,并配备水平姿态机械手和竖直姿态机械手分别配合车床和加工中心,克服了汽车传动轴在车床上水平姿态,到加工中心是竖直状态的加工,满足两种姿态的送料需求。
4、本实用新型进一步设置为:首台所述车床之前设置有上料仓,所述上料仓包括两个呈并列设置的上料皮带机,以及由上料皮带机驱动水平位移的气动夹手,所述上料皮带机的后端设置有对射传感器用于感应气动夹手。
5、本实用新型进一步设置为:末台所述加工中心之后设置有下料输送机,所述下料输送机包括大宽面皮带,以及用于驱动大宽面皮带的电机驱动机构,所述下料输送机设置有放入端对射传感器和取出端对射传感器。
6、本实用新型进一步设置为:所述桁架的立柱固定安装有坠落防护网,所述坠落防护网对应每个工作位均设置有供水平姿态机械手或者竖直姿态机械手穿过的防护网通槽。
7、本实用新型进一步设置为:所述位移机构a和位移机构b均包括轨道滑移连接于桁架的载座、安装于载座的位移伺服电机,以及由位移伺服电机驱动的位移齿轮,所述桁架设置有与位移齿轮啮合的位移齿条。
8、本实用新型进一步设置为:所述升降机构a和升降机构b均包括滑轨滑块连接于载座的升降臂、安装于升降臂的升降齿条、安装于载座的升降伺服电机,以及由升降伺服电机驱动的升降齿轮,所述升降齿轮啮合于升降齿条。
9、本实用新型进一步设置为:所述水平姿态机械手包括固定块、转轴连接于固定块的摆动块,用于驱动摆动块摆动的摆动气缸,以及安装于摆动块的两个水平气动夹爪;所述摆动气缸驱动摆动块于0°-90°之间摆动,两个所述水平气动夹爪分别安装于摆动块相垂直的两个安装面。
10、本实用新型进一步设置为:所述竖直姿态机械手包括旋转气缸、由旋转气缸驱动的旋转安装板,以及对称安装于旋转安装板的两个竖直气动夹爪。
11、本实用新型进一步设置为:所述姿态变换台包括姿态旋转气缸、由姿态旋转气缸驱动的旋转过度板,以及安装于旋转过度板的姿态气动夹爪。
12、综上所述,本实用新型具有以下有益效果:增设姿态变换台衔接车床和加工中心,并配备水平姿态机械手和竖直姿态机械手分别配合车床和加工中心,克服了汽车传动轴在车床上水平姿态,到加工中心是竖直状态的加工,满足两种姿态的送料需求;由气动夹手夹持限制以防止因重心偏移导致粗加工胚料汽车传动轴发生翻倒,确保上料精准性;可以通过报警等方式提示工人手动取出,或者电信号连接机器人自动取出精加工成品汽车传动轴;在不干涉水平姿态机械手或者竖直姿态机械手取送汽车传动轴的前提下,有效消除坠落砸伤工人或设备的安全隐患;直接驱动水平姿态机械手或者竖直姿态机械手沿桁架水平位移,结构简单且控制便捷;直接驱动水平姿态机械手或者竖直姿态机械手升降,结构简单且控制便捷;水平姿态机械手配备两个水平气动夹爪,并由摆动气缸实现两个水平气动夹爪的位置转换,从而实现单次送入和取出的技术效果,有效提高生产效率;实现单次竖直送入和竖直取出的技术效果,有效提高生产效率。
13、附图说明
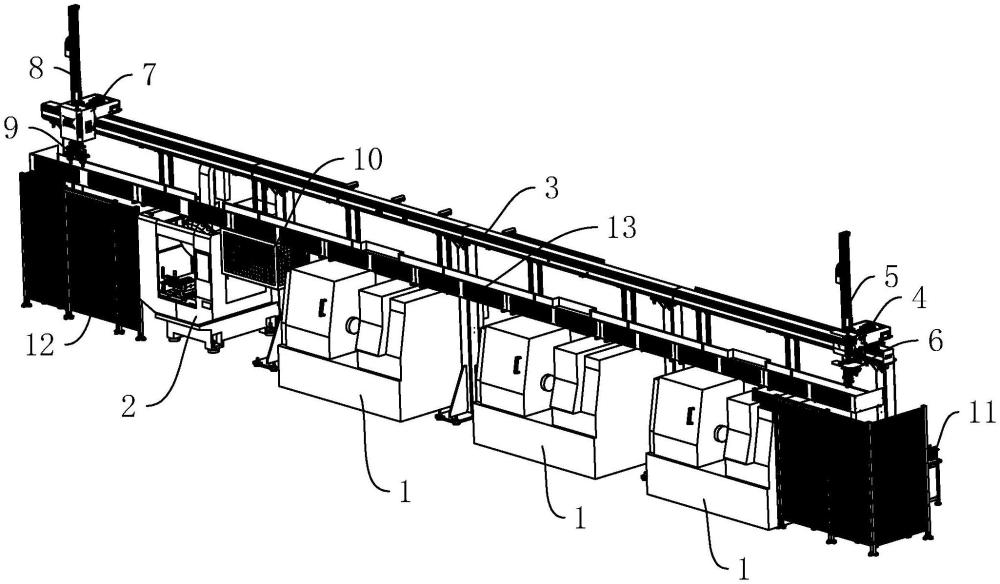
14、图1为本申请的整体结构示意图;
15、图2为本申请的后视图;
16、图3为本申请上料仓的结构示意图;
17、图4为本申请下料输送机的结构示意图;
18、图5为本申请桁架、位移机构a以及位移机构b三者的配合关系图,为便于表示该幅图进行有截断处理;
19、图6为本申请位移机构a、升降机构a以及水平姿态机械手三者的配合关系图;
20、图7为本申请位移机构a、升降机构a以及水平姿态机械手三者另一视角的配合关系图;
21、图8为本申请位移机构b、升降机构b以及竖直姿态机械手三者的配合关系图;
22、图9为本申请姿态变换台的结构示意图;
23、图10为本申请所需加工的汽车传动轴的结构示意图。
技术特征:
1.一种汽车传动轴自动线,包括依次布局的若干车床(1)以及加工中心(2),其特征在于:沿所述车床(1)和加工中心(2)设置有桁架(3),所述桁架(3)滑移连接有位移机构a(4),所述位移机构a(4)驱动连接有升降机构a(5),所述升降机构a(5)的底端连接有水平姿态机械手(6),所述桁架(3)滑移连接有位移机构b(7),所述位移机构b(7)驱动连接有升降机构b(8),所述升降机构b(8)的底端连接有竖直姿态机械手(9);末台所述车床(1)和首台加工中心(2)之间设置有姿态变换台(10),所述姿态变换台用于将水平姿态的汽车传动轴翻转为竖直姿态。
2.根据权利要求1所述的一种汽车传动轴自动线,其特征在于:首台所述车床(1)之前设置有上料仓(11),所述上料仓(11)包括两个呈并列设置的上料皮带机(11-1),以及由上料皮带机(11-1)驱动水平位移的气动夹手(11-2),所述上料皮带机(11-1)的后端设置有对射传感器(11-3)用于感应气动夹手(11-2)。
3.根据权利要求1所述的一种汽车传动轴自动线,其特征在于:末台所述加工中心(2)之后设置有下料输送机(12),所述下料输送机(12)包括大宽面皮带(12-1),以及用于驱动大宽面皮带(12-1)的电机驱动机构(12-2),所述下料输送机(12)设置有放入端对射传感器(12-3)和取出端对射传感器(12-4)。
4.根据权利要求1所述的一种汽车传动轴自动线,其特征在于:所述桁架(3)的立柱固定安装有坠落防护网(13),所述坠落防护网(13)对应每个工作位均设置有供水平姿态机械手(6)或者竖直姿态机械手(9)穿过的防护网通槽(13-1)。
5.根据权利要求1所述的一种汽车传动轴自动线,其特征在于:所述位移机构a(4)和位移机构b(7)均包括轨道滑移连接于桁架(3)的载座(4-1)、安装于载座(4-1)的位移伺服电机(4-2),以及由位移伺服电机(4-2)驱动的位移齿轮(4-3),所述桁架(3)设置有与位移齿轮(4-3)啮合的位移齿条(4-4)。
6.根据权利要求5所述的一种汽车传动轴自动线,其特征在于:所述升降机构a(5)和升降机构b(8)均包括滑轨滑块连接于载座(4-1)的升降臂(5-1)、安装于升降臂(5-1)的升降齿条(5-2)、安装于载座(4-1)的升降伺服电机(5-3),以及由升降伺服电机(5-3)驱动的升降齿轮(5-4),所述升降齿轮(5-4)啮合于升降齿条(5-2)。
7.根据权利要求1所述的一种汽车传动轴自动线,其特征在于:所述水平姿态机械手(6)包括固定块(6-1)、转轴连接于固定块(6-1)的摆动块(6-2),用于驱动摆动块(6-2)摆动的摆动气缸(6-3),以及安装于摆动块(6-2)的两个水平气动夹爪(6-4);所述摆动气缸(6-3)驱动摆动块(6-2)于0°-90°之间摆动,两个所述水平气动夹爪(6-4)分别安装于摆动块(6-2)相垂直的两个安装面。
8.根据权利要求1所述的一种汽车传动轴自动线,其特征在于:所述竖直姿态机械手(9)包括旋转气缸(9-1)、由旋转气缸(9-1)驱动的旋转安装板(9-2),以及对称安装于旋转安装板(9-2)的两个竖直气动夹爪(9-3)。
9.根据权利要求1所述的一种汽车传动轴自动线,其特征在于:
技术总结
本技术公开了一种汽车传动轴自动线,涉及自动化设备,旨在解决单一机械手无法满足两种姿态的送料需求,其技术方案要点是:一种汽车传动轴自动线,包括车床以及加工中心,沿车床和加工中心设置有桁架,桁架滑移连接有位移机构A,位移机构A驱动连接有升降机构A,升降机构A的底端连接有水平姿态机械手,桁架滑移连接有位移机构B,位移机构B驱动连接有升降机构B,升降机构B的底端连接有竖直姿态机械手;末台车床和首台加工中心之间设置有姿态变换台,姿态变换台用于将水平姿态的汽车传动轴翻转为竖直姿态。本技术的一种汽车传动轴自动线,克服了汽车传动轴在车床上水平姿态,到加工中心是竖直状态的加工,满足两种姿态的送料需求。
技术研发人员:乔明扬,李刚林,谷自奇
受保护的技术使用者:浙江巨创机器人有限公司
技术研发日:20230829
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!