一种新型干粉过滤器制作胎具的制作方法
本技术属于定位胎具及焊接装配成型,具体涉及一种新型干粉过滤器制作胎具。
背景技术:
1、在涂装车间,为了解决喷漆室的漆雾处理工作,现引进一种新型干粉式过滤器进行漆雾回收工作,新型干粉过滤器必须密封良好,不能有泄漏。因此,过滤器壳体在制作过程中,要严格控制板材焊接变形,保证焊接后相关尺寸精度和装配精度。制作中板材焊接变形,装配精度不够,上壳体与下壳体法兰平面度达不到精度要求,都会影响过滤器装配后的密封性,导致漆雾泄漏。
2、为了满足新型干粉过滤器的制作要求,急需研究一种专用胎具,控制壳体焊接变形,保证焊接后尺寸精度和装配精度。
技术实现思路
1、本实用新型的目的就在于提供一种新型干粉过滤器制作胎具,以解决新型干粉过滤器在组焊、装配过程装易变形导致配精度不达标的问题。新型干粉过滤器制作胎具节省了制作费用,加快生产周期,应用此胎具制作的干粉过滤器可应用于汽车涂装车间。
2、本实用新型的目的是通过以下技术方案实现的:
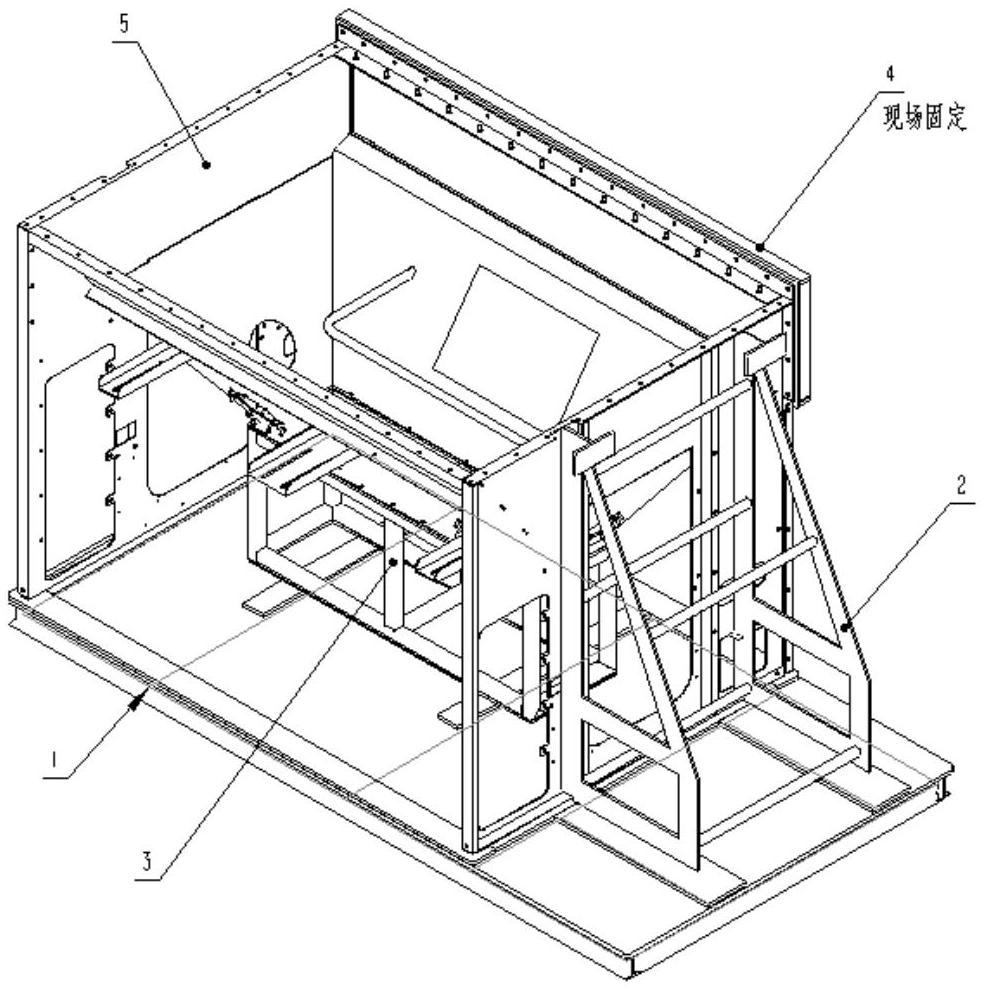
3、一种新型干粉过滤器制作胎具,主要由底座1、定位架2、下法兰定位平台3和后法兰定位架4构成;
4、所述底座1固定在干式过滤器制作平台上,能够通过垫铁调整底座1使用面水平度,底座1与钢平台临时固定;
5、所述定位架2位于底座1上,与底座1断续焊接固定,定位架2开口避开法兰处,定位架2能够与壳体紧密贴合固定;
6、所述下法兰定位平台3位于底座1下法兰处,下法兰与下壳体紧密贴合,下法兰焊接完成后,下法兰定位平台3能够从底座1前侧滑出;
7、所述后法兰定位架4与后法兰夹钳现场固定,后法兰制作完成后,后法兰定位架4能够取下。
8、进一步地,所述底座1的框架由型材焊接而成,钢板铺设在框架上与框架焊接固定,钢板下料时预留加工余量。
9、更进一步地,所述底座1焊后加工,采用数控龙门铣床加工钢板上面,保证平面度误差0.2mm内。
10、进一步地,所述定位架2采用12mm后钢板激光切割成型,分为2种,每种定位架有2块异形钢板激光下料,钢板间用矩形管焊接固定。
11、进一步地,所述下法兰定位平台3由矩形管焊接框架,按照法兰尺寸铺一圈钢板。
12、更进一步地,所述钢板焊接固定于矩形管焊接框架上,焊接固定后,数控加工钢板平面,保证平面度误差0.2mm内,数控打点,加工定位孔。
13、更进一步地,所述下法兰与下壳体之间采用销轴与孔精密定位。
14、进一步地,所述后法兰定位架4由钢板焊接框架,外形尺寸与法兰相同,平面铣床加工,保证平面度,数控打点,加工定位孔。
15、与现有技术相比,本实用新型的有益效果是:
16、本实用新型提供一种专用胎具,解决了新型干粉过滤器在组焊、装配过程中出现的问题,提高了产品质量,提升产品制造效率;其上壳体和下壳体组对共用性;保证壳体组对精度,平面度、垂直度满足要求;保证下法兰和后法兰制作精度;保证上壳体与下壳体连接法兰平面度;很好的保证了过滤器壳体制作精度,方便组对焊接操作;本实用新型新型干粉过滤器制作胎具,能够满足新型干粉过滤器上壳体、下壳体组对焊接精度需求,满足上下壳体装配精度控制需求;本实用新型胎具适用于非标机械行业干粉过滤器壳体批量生产工作。
技术特征:
1.一种新型干粉过滤器制作胎具,其特征在于:主要由底座(1)、定位架(2)、下法兰定位平台(3)和后法兰定位架(4)构成;
2.根据权利要求1所述的一种新型干粉过滤器制作胎具,其特征在于:所述底座(1)的框架由型材焊接而成,钢板铺设在框架上与框架焊接固定,钢板下料时预留加工余量。
3.根据权利要求2所述的一种新型干粉过滤器制作胎具,其特征在于:所述底座(1)焊后加工,采用数控龙门铣床加工钢板上面,保证平面度误差0.2mm内。
4.根据权利要求1所述的一种新型干粉过滤器制作胎具,其特征在于:所述定位架(2)采用12mm后钢板激光切割成型,分为2种,每种定位架有2块异形钢板激光下料,钢板间用矩形管焊接固定。
5.根据权利要求1所述的一种新型干粉过滤器制作胎具,其特征在于:所述下法兰定位平台(3)由矩形管焊接框架,按照法兰尺寸铺一圈钢板。
6.根据权利要求5所述的一种新型干粉过滤器制作胎具,其特征在于:所述钢板焊接固定于矩形管焊接框架上,焊接固定后,数控加工钢板平面,保证平面度误差0.2mm内,数控打点,加工定位孔。
7.根据权利要求6所述的一种新型干粉过滤器制作胎具,其特征在于:所述下法兰与下壳体之间采用销轴与孔精密定位。
8.根据权利要求1所述的一种新型干粉过滤器制作胎具,其特征在于:所述后法兰定位架(4)由钢板焊接框架,外形尺寸与法兰相同,平面铣床加工,保证平面度,数控打点,加工定位孔。
技术总结
本技术涉及一种新型干粉过滤器制作胎具,包括底座、定位架、下法兰定位平台和后法兰定位架;底座固定在干式过滤器制作平台上,定位架位于底座上,与底座断续焊接固定,定位架能与壳体紧密贴合固定;下法兰定位平台位于底座下法兰处,下法兰与下壳体紧密贴合,下法兰焊接完成后,下法兰定位平台能从底座前侧滑出;后法兰定位架与后法兰夹钳现场固定,后法兰制作完成后,后法兰定位架能取下。本技术胎具解决了新型干粉过滤器在组焊、装配过程中出现的问题,提高了产品质量,提升产品制造效率;能满足新型干粉过滤器上壳体、下壳体组对焊接精度需求,满足上下壳体装配精度控制需求;胎具适用于非标机械行业干粉过滤器壳体批量生产工作。
技术研发人员:江海波,司桂芬,孙立强,张国胜
受保护的技术使用者:吉林省蓝迪自动化工程有限公司
技术研发日:20230831
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!