内置环和内置芯的压装设备的压套的制作方法
本技术涉及汽配生产加工,具体讲是一种用于装配汽车缓震器内置件的压装设备的部件,更具体的说,是用于压装硬质的内置环和弹性的内置芯的压装设备的压套。
背景技术:
1、在汽配行业中,经常需要将铝、铁等金属或工程塑料的硬质的内置环套入聚氨酯材料的弹性的内置芯的环形凹槽内,以构成汽车缓震器内置件。
2、现有技术是采用压装设备进行装配的。该压装设备包括机架,机架设有承台和下压驱动缸,如油缸、气缸或电缸等;下压驱动缸的活塞杆固定有压板,压板上固定有向下开口的压套;如图1所示,该压套包括顶板101,顶板经铰轴铰102接有多瓣弧形夹片103,多瓣弧形夹片环形闭合成竖向的筒体104;该筒体外环面下部设有弹性箍圈105,该弹性箍圈约束各瓣弧形夹片防止其外扩;该筒体内环面设有一圈卡槽,工人将内置环106从筒体下开口挤入卡槽,此时,弹性箍圈箍住各瓣弧形夹片以夹持住内置环;然后工人将内置芯107放在压套下方的承台上,再启动下压驱动缸,使压套下降套住内置芯,并同步携带内置环下压卡入内置芯的环形凹槽内,以完成装配。
3、上述现有技术的压装设备的压套存在以下缺陷。
4、1、该压套依靠弹性箍圈提供夹持力,但弹性箍圈耐久度差,使用寿命短,需要频繁更换,造成材料浪费和使用成本的提升;2、夹持卡接内置环时,各瓣弧形夹片与内置环属于面接触,难免对内置环造成刮擦损伤;3、该压套通用性不强,能有效夹持的内置环的直径范围较小,而内置环直径一旦超出该范围,太大或太小都无法有效夹持;4、该压套的弧形夹片是铰接在顶板的弧形外凸部的,需要在弧形夹片以及顶板外凸部弧形面上开弦向销孔108,其制备的工艺要求高,有一定制备难度,造价也更高;5、该压套顶板贯通有四个竖向螺纹孔,压套经四个螺栓与压板螺接;而实际操作中往往需要压装不同尺寸的内置芯,故常需要更换不同尺寸的压套,但每次更换压套的过程都需要旋拧4次螺栓,导致操作较繁琐,费时费力。
技术实现思路
1、本实用新型要解决的技术问题是,提供一种能提升其耐久度,延长使用寿命,对夹持的内置环刮擦损伤小,无需对弧面开弦向孔、制备工艺要求低的内置环和内置芯的压装设备的压套。
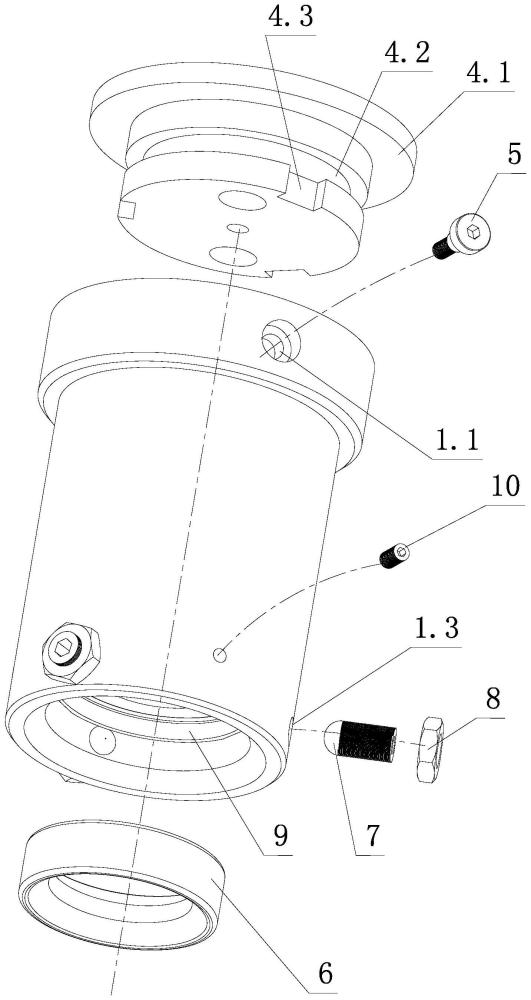
2、本实用新型的技术解决方案是,提供一种内置环和内置芯的压装设备的压套,它包括压套本体,压装设备的下压驱动缸活塞杆固定有压板,压套本体上端与压板连接;压套本体侧壁设有径向内凸的用于下压内置环的压环,该侧壁低于压环的区域贯通有多个下径向螺栓孔,下径向螺栓孔内旋有用于夹持内置环的波珠螺丝。
3、采用以上结构的压套与现有技术相比,具有以下优点。
4、将内置环从压套本体下开口塞入并抵靠在压环下端,各个波珠螺丝会径向向内卡住内置环;即由波珠螺丝内的压簧来提供夹持力,钢制的压簧相比橡胶的弹性箍圈,其耐久度明显增强,使用寿命长,无需频繁更换,能节省使用成本,降低材料浪费;而且玻珠夹持内置环,属于点接触,相比原有的夹片面接触,对内置环的刮擦损伤小;而且由于玻珠的伸缩行程更大,因此该压套所能夹持的内置环的直径范围明显增大,能夹持住外径在45~60mm范围的工件;再者,该压套只需打径向孔而无需在弧形面或弧形板打弦向销孔,工艺要求和制备难度都有所降低,自然降低了造价。
5、作为优选,每个波珠螺丝的壳体外端旋有一个紧固螺帽,该紧固螺帽卡住压套本体侧壁外表面;这样,紧固螺帽加固了波珠螺丝,与下径向螺栓孔形成反向螺纹,避免波珠螺丝的壳体发生打滑,锁定波珠螺丝在压套本体侧壁的径向位置,加强压套本体夹持内置环的牢固度和稳定性。
6、作为增益,压套本体下口还套合有一个垫环,该垫环上端与压环下端抵靠,压套本体侧壁还贯通有径向锁止孔,径向锁止孔的内螺纹旋有用于紧固垫环的锁止螺丝;这样,能提升该压套的通用性,以匹配不同轴向高度的内置环,举例说明,若压环与波珠螺丝轴向间距是7mm而某批次内置环轴向高度仅6mm,将其放入压套本体下开口并抵靠住压环后,波珠螺丝根本接触不到内置环,所以,将垫环垫入内置环与压环之间,就能消除这个径向高度差,确保波珠螺丝牢固夹持住内置环,而旋入径向锁止孔的的锁止螺丝则将垫环固定在压套本体内防止其掉落。
7、作为进一步优选,压套本体内滑动配合有一个推环,压套本体内还设有一个复位压簧,推环在复位压簧作用下与压环上端抵靠;上述结构的设计目的为,压套本体下压套住内置芯,并同步携带内置环卡入内置芯的环形凹槽,该过程中内置芯上顶推环压缩复位压簧;而升降驱动缸带动压套上升复位时,推环由复位压簧影响下推内置芯,从而避免内置芯随着复位的压套一起上升,使压装完成的内置芯顺利脱离压套。
8、压套本体上端与压板的连接结构优选为,压板下表面固定连接头,该连接头侧面设有环槽和轴向槽,轴向槽顶端与环槽连通;压套本体上口套住连接头,压套本体侧壁靠上口的区域贯通有上径向螺栓孔,上径向螺栓孔内旋合有快锁螺栓,快锁螺栓的内端经轴向槽滑入环槽内并钩挂住环槽下槽壁;这样,只需要将压套本体上口置于连接头下方,并使内凸的快锁螺栓对准对应的轴向槽,再上提压套本体,使快锁螺栓内端沿轴向槽滑竖向上升然后沿环槽水平错动,从而钩挂住环槽下槽壁,再旋拧快锁螺栓使其内端与环槽槽底抵靠锁紧即可;沿轴向槽和环槽折向推送快锁螺栓并将快锁螺栓轻微向内旋拧,在十秒内就完成了压套本体与压板的快速对接,相比需要旋拧四次螺栓的现有技术连接结构,本优选结构更换压套本体的速度明显提升,操作更加快捷方便。
9、压套本体上端与压板的连接结构的进一步优选为,压套本体侧壁靠上口的区域设有找平环形凸筋,上径向螺栓孔位于找平环形凸筋上,找平环形凸筋的内径与连接头正常外径匹配;找平环形凸筋设有供推环越过的左右两个缺口;上述优选的设计初衷为,为适配直径更大的内置芯,所以需要装配内径更大的压套本体,但大内径的压套本体与小外径的连接头自然存在间隙,造成对接处晃动不稳定,所以在压套本体侧壁靠上口的区域增设一道找平环形凸筋,用于填补找平间隙,使得压套本体与连接头内外匹配、相互贴合靠拢,从而消弭间隙,减少晃动,使其更稳固;同时,为避免找平环形凸筋拦挡住压套本体的内腔,专门开了左右两个缺口,堪堪供推环越过找平环形凸筋,到达压套本体内腔下部的安装位置。
技术特征:
1.一种内置环和内置芯的压装设备的压套,它包括压套本体,压装设备的下压驱动缸活塞杆固定有压板,压套本体上端与压板连接;其特征在于:压套本体侧壁设有径向内凸的用于下压内置环的压环,该侧壁低于压环的区域贯通有多个下径向螺栓孔,下径向螺栓孔内旋有用于夹持内置环的波珠螺丝。
2.根据权利要求1所述的内置环和内置芯的压装设备的压套,其特征在于:每个波珠螺丝的壳体外端旋有一个紧固螺帽,该紧固螺帽卡住压套本体侧壁外表面。
3.根据权利要求1所述的内置环和内置芯的压装设备的压套,其特征在于:压套本体下口还套合有一个垫环,该垫环上端与压环下端抵靠,压套本体侧壁还贯通有径向锁止孔,径向锁止孔的内螺纹旋有用于紧固垫环的锁止螺丝。
4.根据权利要求1所述的内置环和内置芯的压装设备的压套,其特征在于:压套本体内滑动配合有一个推环,压套本体内还设有一个复位压簧,推环在复位压簧作用下与压环上端抵靠。
5.根据权利要求1或4所述的内置环和内置芯的压装设备的压套,其特征在于:压板下表面固定连接头,该连接头侧面设有环槽和轴向槽,轴向槽顶端与环槽连通;压套本体上口套住连接头,压套本体侧壁靠上口的区域贯通有上径向螺栓孔,上径向螺栓孔内旋合有快锁螺栓,快锁螺栓的内端经轴向槽滑入环槽内并钩挂住环槽下槽壁。
6.根据权利要求5所述的内置环和内置芯的压装设备的压套,其特征在于:压套本体侧壁靠上口的区域设有找平环形凸筋,上径向螺栓孔位于找平环形凸筋上,找平环形凸筋的内径与连接头正常外径匹配;找平环形凸筋设有供推环越过的左右两个缺口。
技术总结
本技术公开一种内置环和内置芯的压装设备的压套,它包括压套本体,压装设备的下压驱动缸活塞杆固定有压板,压套本体上端与压板连接;压套本体侧壁设有径向内凸的用于下压内置环的压环,该侧壁低于压环的区域贯通有多个下径向螺栓孔,下径向螺栓孔内旋有用于夹持内置环的波珠螺丝。该压套能提升其耐久度,延长使用寿命,对夹持的内置环刮擦损伤小,无需对弧面开弦向孔、制备工艺要求低。
技术研发人员:朱红光,尹鹏辉,李文敏,舒家科
受保护的技术使用者:宁波安纳杰模塑科技有限公司
技术研发日:20230904
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!