一种电视背板冲压成型装置的制作方法
本技术属于电视背板制造,特别涉及一种电视背板冲压成型装置。
背景技术:
1、电视背板是电视机的一个组成部分,位于电视机的背面。它通常是一个扁平的板材,用于提供结构支撑和保护电视机内部组件。然而现有技术中的电视背板在冲压成型前由于不便对冲压原材料进行固定,导致原材料在冲压时容易移位,进而影响成型效果,这一问题存在一些缺点。
2、成型偏差:原材料在冲压过程中移位会导致成型的偏差,使得电视背板的尺寸、形状与设计要求不符。这可能造成装配困难、不良外观和其他质量问题。
3、产品质量下降:由于冲压过程中原材料的移位,可能会导致电视背板出现不完整、变形或划痕等缺陷。这最终会降低产品的质量,影响其功能和寿命。
4、生产效率下降:冲压原材料的移位可能导致冲压过程中的重新定位或调整,从而增加生产时间和成本。这反过来会降低生产效率,并可能延误整个生产流程。
5、综上所述,电视背板在冲压成型前,由于不便对冲压原材料进行固定,可能导致原材料在冲压时容易移位,进而导致成型效果不佳,所以,现在需要研发一种电视背板冲压成型装置,用以解决以上问题。
技术实现思路
1、针对现有技术存在的不足,本实用新型目的是提供一种电视背板冲压成型装置,解决上述背景技术中提出的问题。
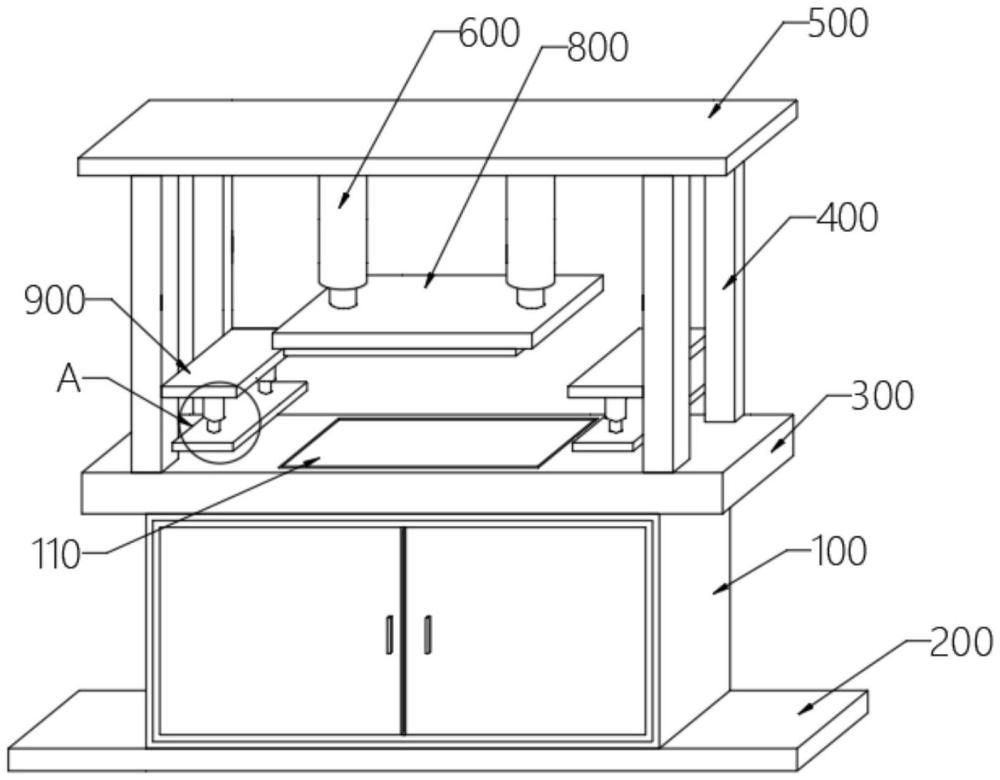
2、本实用新型通过以下的技术方案实现:一种电视背板冲压成型装置,包括:箱体以及冲压台,所述箱体上方安装有冲压台,所述冲压台上方通过四个立杆连接有顶板,所述顶板下方安装有两个液压缸,两个所述液压缸下方设置有一个冲压模板,所述冲压台上表面中间开设有模槽;
3、左侧两个所述立杆右侧面下方以及右侧两个立杆左侧面下方分别安装有一个固定板,两个所述固定板下方前后两侧分别安装有一个小型推杆,两个所述小型推杆下方连接有一个压料板;
4、所述压料板下表面设置有防滑垫,所述模槽内部下方安装有顶料板,所述箱体内部上方中间安装有固定框,所述固定框内部和右侧分别安装有一个电动缸。
5、作为一优选的实施方式,两个所述液压缸下方分别通过活塞杆与冲压模板上方连接,两个所述液压缸为一种同步机构,两个液压缸能够通过活塞杆带动冲压模板下降,将原材料压入模槽内,将原材料冲压成型。
6、作为一优选的实施方式,所述箱体下方连接有底板,所述箱体正面通过铰链安装有两个箱门,所述模槽的位置与冲压模板的位置相互对称。
7、作为一优选的实施方式,两个所述电动缸上端与顶料板下方连接,两个所述电动缸为一种同步机构,所述电动缸为一种dc电动缸,两个电动缸能够带动顶料板在模槽内部上升,从而能够将冲压完成的电视背板从模槽内部顶出,进行快速脱模。
8、作为一优选的实施方式,所述防滑垫的材质为一种耐磨橡胶,所述小型推杆为一种小型电动推杆。作为一优选的实施方式,两个所述压料板的仰视面均为一种矩形结构,且长度与宽度相同,两个所述固定板的位置相互对称,左右两个小型推杆能够分别带动两个压料板下降,使两个压料板分别通过防滑垫将原材料两侧压紧,使其位置固定,从而使原材料在冲压时不易移位影响成型效果。
9、作为一优选的实施方式,左侧两个所述小型推杆与右侧两个小型推杆同样为一种同步机构,所述防滑垫上表面与压料板下表面胶接。
10、采用了上述技术方案后,本实用新型的有益效果是:通过设置固定板、小型推杆、压料板以及防滑垫,能够在电池背板原材料冲压成型前将原材料两侧压紧,使其固定,从而使原材料在冲压时不易移位影响成型效果,通过设置固定框、电动缸以及顶板,能够便于将冲压成型的电视背板从模槽内部顶出,进行快速脱模。
技术特征:
1.一种电视背板冲压成型装置,包括:箱体(100)以及冲压台(300),所述箱体(100)上方安装有冲压台(300),所述冲压台(300)上方通过四个立杆(400)连接有顶板(500),所述顶板(500)下方安装有两个液压缸(600),两个所述液压缸(600)下方设置有一个冲压模板(800),其特征在于:所述冲压台(300)上表面中间开设有模槽(110);
2.如权利要求1所述的一种电视背板冲压成型装置,其特征在于:两个所述液压缸(600)下方分别通过活塞杆与冲压模板(800)上方连接,两个所述液压缸(600)为一种同步机构。
3.如权利要求1所述的一种电视背板冲压成型装置,其特征在于:所述箱体(100)下方连接有底板(200),所述箱体(100)正面通过铰链安装有两个箱门,所述模槽(110)的位置与冲压模板(800)的位置相互对称。
4.如权利要求1所述的一种电视背板冲压成型装置,其特征在于:两个所述电动缸(140)上端与顶料板(120)下方连接,两个所述电动缸(140)为一种同步机构,所述电动缸(140)为一种dc电动缸。
5.如权利要求1所述的一种电视背板冲压成型装置,其特征在于:所述防滑垫(170)的材质为一种耐磨橡胶,所述小型推杆(150)为一种小型电动推杆。
6.如权利要求1所述的一种电视背板冲压成型装置,其特征在于:两个所述压料板(160)的仰视面均为一种矩形结构,且长度与宽度相同,两个所述固定板(900)的位置相互对称。
7.如权利要求5所述的一种电视背板冲压成型装置,其特征在于:左侧两个所述小型推杆(150)与右侧两个小型推杆(150)同样为一种同步机构,所述防滑垫(170)上表面与压料板(160)下表面胶接。
技术总结
本技术提供一种电视背板冲压成型装置,包括:箱体以及冲压台,箱体上方安装有冲压台,冲压台上方通过四个立杆连接有顶板,顶板下方安装有两个液压缸,两个液压缸下方设置有一个冲压模板,冲压台上表面中间开设有模槽,左侧两个立杆右侧面下方以及右侧两个立杆左侧面下方分别安装有一个固定板,与现有技术相比,本技术具有如下的有益效果:通过设置固定板、小型推杆、压料板以及防滑垫,能够在电池背板原材料冲压成型前将原材料两侧压紧,使其固定,从而使原材料在冲压时不易移位影响成型效果,通过设置固定框、电动缸以及顶板,能够便于将冲压成型的电视背板从模槽内部顶出,进行快速脱模。
技术研发人员:于华雨,王仪远,陈泽,季青,潘明威
受保护的技术使用者:青岛恒泰机械配件有限公司
技术研发日:20230904
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!