一种外径定位夹紧工装的制作方法
本技术属于工装,具体涉及一种外径定位夹紧工装。
背景技术:
1、在机械加工过程中对于轴类、环类等轴对称零件通常使用三爪卡盘来进行固定,但是三爪卡盘具有不容易找正,三爪的三个受力点受力不均匀的缺陷,对于一些硬度较低的零件容易留下压痕,且使用常规三爪卡盘夹产品,产品可能会严重变型且产品得不到好的真圆度及产品精度要求
2、现有技术中,中国公开专利cn206653150u中公开了一种车加工压紧夹具,利用杠杆原理使杠杆带动压紧销的压紧或松开来实现工件的固定或松开。但是其压紧方式依然具有不容易找正的问题,且加工后的产品圆度较大,达不到精度要求。
技术实现思路
1、本实用新型的目的是提出一种外径定位夹紧工装,解决较薄金属类和塑料类零件装夹时易夹变型和加工后产品真圆度较大问题。
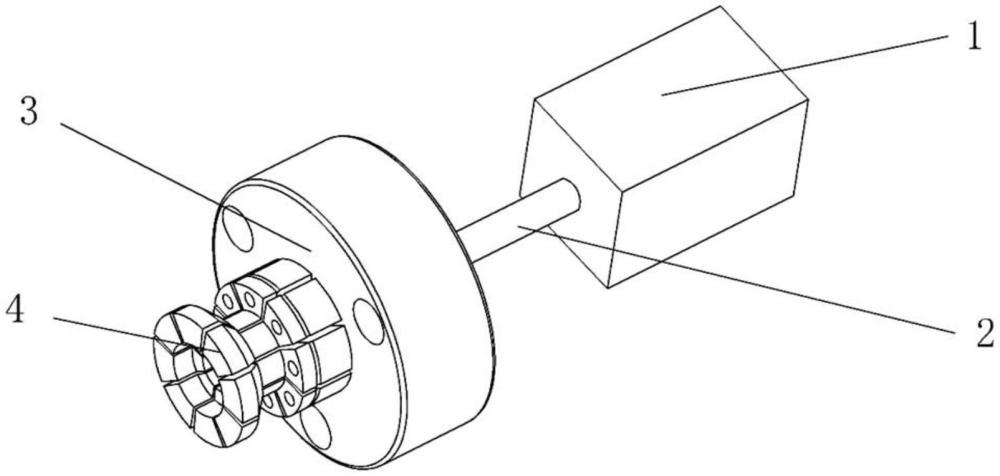
2、为此,本实用新型提供一种外径定位夹紧工装,包括:直线运动驱动元件,连接轴,第一夹紧座,第二夹紧座,所述连接轴一端与直线运动驱动元件连接,另一端与第一夹紧座连接,所述第二夹紧座与第一夹紧座连接。
3、进一步优选的,所述直线运动驱动元件为液压缸,气缸,电缸中的一种。直线运动驱动元件用于为连接轴的直线运动提供动力。
4、优选的,所述第一夹紧座包括主体部,薄壁部,第一夹紧部,所述薄壁部在主体部一端的端面上,所述第一夹紧部在薄壁部的端面上。第一夹紧座固定安装在机床上。
5、进一步优选的,所述薄壁部的材料为锰硅钢,钨铬钢,镍铬钢中的一种。薄壁部需要具有较好的弹性和韧性。
6、优选的,所述薄壁部的厚度范围为3-6mm。
7、优选的,所述薄壁部上有内孔,所述连接轴穿过薄壁部上的内孔,所述连接轴上设置有压块,所述压块的直径大于薄壁部内孔的直径,所述压块压在薄壁部上。直线运动驱动元件为连接轴提供动力,连接轴上的压块给薄壁部压力,薄壁部具有一定的弹力被压块压变形,第一夹紧部会向内收缩从而将第二夹紧座夹紧。
8、优选的,所述第一夹紧部包括多个第一夹紧块,所述第一夹紧块为扇形,多个所述第一夹紧块组合成环形。
9、优选的,所述第一夹紧块之间设置有空隙。薄壁部变形后,多个第一夹紧块均匀向内收缩,夹紧力更均匀。
10、优选的,所述第二夹紧座包括多个第二夹紧块,多个所述第二夹紧块组合成环形。
11、优选的,所述第二夹紧块之间设置有空隙。
12、优选的,所述第二夹紧块与第一夹紧座固定连接。第一夹紧座收缩会带动第二夹紧座收缩,多个第二夹紧块同样提供相同的夹紧力使夹紧力更均匀。
13、优选的,多个所述第二夹紧块末端构成夹紧腔。夹紧腔可以根据要夹紧的工件定制,且可以对夹紧面多次进行修磨,保证夹紧的精度。
14、有益效果:
15、1.本实用新型提供了一种外径定位夹紧工装,与工件的接触面积较大,不会在工件上留下压痕,零件不容易变形;工件受到的夹紧力更均匀,加工时更容易找正,加工后零件真圆度较小,精度较高。
16、2.现有技术中通过杠杆原理将气缸的拉力转化为夹紧力,夹紧力方向单一,受力不均匀,不易找正。本实用新型通过直线运动驱动元件拉动第一夹紧座的薄壁部,薄壁部具有较好的弹性和韧性,在受到压力时会变形,从而是第一夹紧座收缩,带动第二夹紧座将工件夹紧。第一夹紧座的第一夹紧部具有多个第一夹紧块,第一夹紧块成环形,之间有空隙,薄壁部变形时第一夹紧块会压缩第一夹紧块之间的空隙向内收缩,环形的第一夹紧块给予第二夹紧座均匀的夹紧力。第二夹紧块也成环形,将夹紧力均匀的传递给工件,工件与第二夹紧座上的夹紧腔配合,接触面积更大,夹紧的同时不会留下压痕。环形的第二夹紧块收缩的程度相同,可以保证轴对称工件的中轴线在正中心,便于加工前找正。
17、3.薄壁部较薄且具有较好的弹性和韧性,容易变形且失去外力作用后可以快速恢复,有助于第一夹紧座和第二夹紧座的夹紧和放松。
18、4.第二夹紧块末端具有夹紧腔,夹紧腔可以根据所加工工件的外形定制,与工件接触的面积更大,对于不同的工件只需更换第二夹紧块即可,便于使用。
19、5.薄壁部变形所能达到的范围内,夹紧腔与工件的接触面磨损后可以修磨,提升工装的使用寿命,减少了成本。
技术特征:
1.一种外径定位夹紧工装,其特征在于,包括:直线运动驱动元件,连接轴,第一夹紧座,第二夹紧座,所述连接轴一端与直线运动驱动元件连接,另一端与第一夹紧座连接,所述第二夹紧座与第一夹紧座连接。
2.根据权利要求1所述的一种外径定位夹紧工装,其特征在于,所述第一夹紧座包括主体部,薄壁部,第一夹紧部,所述薄壁部在主体部一端的端面上,所述第一夹紧部在薄壁部的端面上。
3.根据权利要求2所述的一种外径定位夹紧工装,其特征在于,所述薄壁部的厚度范围为3-6mm。
4.根据权利要求3所述的一种外径定位夹紧工装,其特征在于,所述薄壁部上有内孔,所述连接轴穿过薄壁部上的内孔,所述连接轴上设置有压块,所述压块的直径大于薄壁部内孔的直径,所述压块压在薄壁部上。
5.根据权利要求2所述的一种外径定位夹紧工装,其特征在于,所述第一夹紧部包括多个第一夹紧块,所述第一夹紧块为扇形,多个所述第一夹紧块组合成环形。
6.根据权利要求5所述的一种外径定位夹紧工装,其特征在于,所述第一夹紧块之间设置有空隙。
7.根据权利要求1所述的一种外径定位夹紧工装,其特征在于,所述第二夹紧座包括多个第二夹紧块,多个所述第二夹紧块组合成环形。
8.根据权利要求7所述的一种外径定位夹紧工装,其特征在于,所述第二夹紧块之间设置有空隙。
9.根据权利要求8所述的一种外径定位夹紧工装,其特征在于,所述第二夹紧块与第一夹紧座固定连接。
10.根据权利要求9所述的一种外径定位夹紧工装,其特征在于,多个所述第二夹紧块末端构成夹紧腔。
技术总结
本技术公开了一种外径定位夹紧工装,包括:直线运动驱动元件,连接轴,第一夹紧座,第二夹紧座,所述连接轴一端与直线运动驱动元件连接,另一端与第一夹紧座连接,所述第二夹紧座与第一夹紧座连接。本技术提供了一种外径定位夹紧工装,与工件的接触面积较大,不会在工件上留下压痕;工件受到的夹紧力更均匀,加工时更容易找正。
技术研发人员:钟顺华
受保护的技术使用者:苏州德远精工科技有限公司
技术研发日:20230906
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!