一种大角度翻边汽车覆盖件的成型装置的制作方法
本技术涉及模具制造,尤其是涉及一种大角度翻边汽车覆盖件的成型装置。
背景技术:
1、有的汽车覆盖件翻边角度很大,无法直接通过普通的模具成型。针对此类汽车覆盖件,一般根据其需求量选择成型方案。当此类汽车覆盖件的需求量很大时,则开发专用的模具进行生产。然而专用模具的开发成本太高。当此类汽车覆盖件的需求量不大时,考虑到生产成本,则人工采用木锤手动翻边,这样操作不仅劳动强度大、生产效率低,还无法保证产品的一致性。
技术实现思路
1、本实用新型的目的是针对现有技术存在的不足,提供一种制作成本低、工作效率高,并且能够保证产品一致性的大角度翻边汽车覆盖件的成型装置。
2、为实现上述目的,本实用新型的大角度翻边汽车覆盖件的成型装置的技术方案是:
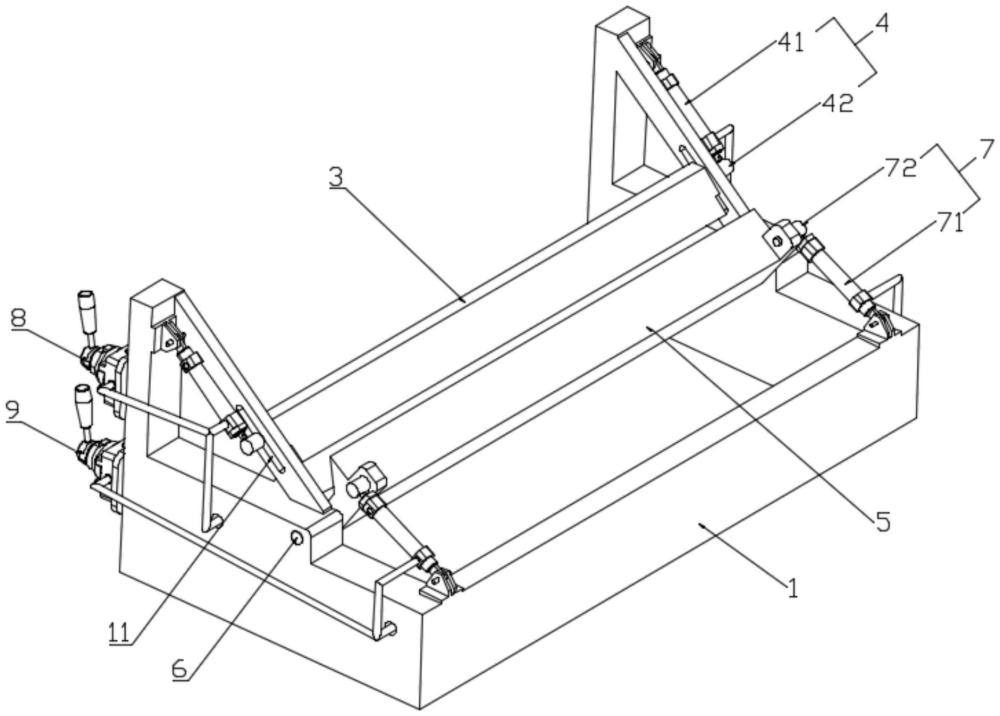
3、一种大角度翻边汽车覆盖件的成型装置,包括机架,机架设置有托料板,托料板的一侧设置有与机架滑动连接的压料板,压料板的底面为压料面,压料板的一侧侧面为靠山面,机架设置有驱动托料板滑移的第一往复机构,托料板的另一侧设置有翻边板,翻边板的一端通过第一转轴与机架枢接,另一端设置有折弯面,机架设置有驱动翻边板翻转的第二往复机构。
4、优选的,所述第一往复机构包括处在机架两侧的第一气缸,第一气缸的缸体与机架铰接,第一气缸的伸缩端斜向下伸出,第一气缸的伸缩端通过滑轴与压料板连接。
5、优选的,所述机架开设有滑轴滑移的腰型孔。
6、优选的,所述第二往复机构包括处在机架两侧的第二气缸,第二气缸的缸体与机架铰接,第二气缸的伸缩端斜向上伸出,第二气缸的伸缩端通过第二转轴与翻边板连接。
7、优选的,所述翻边板远离第一转轴的一侧设置有用于安装第二转轴的耳板。
8、本实用新型与现有技术相比,具有以下优点:
9、先启动第一气缸,第一气缸的伸缩端伸出驱使压料板将工件固定在托料板上,再启动第二气缸,第二气缸的伸缩端伸出驱使翻边板绕第一转轴的轴线转动,翻边板的折弯面将工件的预翻边紧压于靠山面,完成工件的大角度翻边,结构简单,制作成本低,开发周期短,能够迅速投入生产,生产过程中能够实现半自动化,操作方便,不仅降低了工人的劳动负荷,提高了生产效率,还能够保证产品的一致性。
技术特征:
1.一种大角度翻边汽车覆盖件的成型装置,其特征在于:包括机架,机架设置有托料板,托料板的一侧设置有与机架滑动连接的压料板,压料板的底面为压料面,压料板的一侧侧面为靠山面,机架设置有驱动托料板滑移的第一往复机构,托料板的另一侧设置有翻边板,翻边板的一端通过第一转轴与机架枢接,另一端设置有折弯面,机架设置有驱动翻边板翻转的第二往复机构。
2.根据权利要求1所述的大角度翻边汽车覆盖件的成型装置,其特征在于:所述第一往复机构包括处在机架两侧的第一气缸,第一气缸的缸体与机架铰接,第一气缸的伸缩端斜向下伸出,第一气缸的伸缩端通过滑轴与压料板连接。
3.根据权利要求2所述的大角度翻边汽车覆盖件的成型装置,其特征在于:所述机架开设有滑轴滑移的腰型孔。
4.根据权利要求1所述的大角度翻边汽车覆盖件的成型装置,其特征在于:所述第二往复机构包括处在机架两侧的第二气缸,第二气缸的缸体与机架铰接,第二气缸的伸缩端斜向上伸出,第二气缸的伸缩端通过第二转轴与翻边板连接。
5.根据权利要求4所述的大角度翻边汽车覆盖件的成型装置,其特征在于:所述翻边板远离第一转轴的一侧设置有用于安装第二转轴的耳板。
技术总结
本技术公开了一种大角度翻边汽车覆盖件的成型装置。该大角度翻边汽车覆盖件的成型装置包括机架,机架设置有托料板,托料板的一侧设置有与机架滑动连接的压料板,压料板的底面为压料面,压料板的一侧侧面为靠山面,机架设置有驱动托料板滑移的第一往复机构,托料板的另一侧设置有翻边板,翻边板的一端通过第一转轴与机架枢接,另一端设置有折弯面,机架设置有驱动翻边板翻转的第二往复机构。本技术解决了现有技术要么成本高、要么生产效率低的问题。
技术研发人员:朱于杰,朱月明,朱成林,王会,蔡云海
受保护的技术使用者:江苏卡明模具有限公司
技术研发日:20230912
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!