锅具全自动生产线的移料结构、油压机及下模的制作方法
本技术属于锅具智能制造,具体涉及锅具全自动生产线的移料结构、油压机及下模。
背景技术:
1、现有的锅具生产,大都在工厂车间中进行。为保证较高的生产效率,通常在不同的车间完成不同工艺,各个工艺均需上料和下料,不同工艺间还需要单独运送。随着国家大力推进智能制造,通过智能化建设,整个生产工艺可以在一条生产线上完成。
2、随着社会进步,在学校等教育机构,出现了向学生展示锅具生产过程的教育需求。为此,出现了教育用锅具生产线,相比车间生产线,教育用锅具生产线在结构上进行了一些优化,一定程度上满足了教育展示需求。
3、与此同时,市场上还出现了商业化生产线的需求。如某地希望将古代的手工作坊和现代化的无人工厂放在一起进行对比,让游客在体验时空穿越感觉的同时,体会智能制造这一国家战略的重要性。然而,即使是优化后的教育用锅具生产线,仍然存在占地面积大、布局不合理等不足,难以满足这一需求。
4、为此,申请人对商业化锅具全自动生产线进行了攻关。锅具全自动生产线的一个工序是将油压成型后的锅身移动到车边机,现有的教育线采用的方式是通过上片机器人将成型后的锅身移动到一中转台,再由另一车边机器人将中转台上的锅具移动到车边机,由此带来的问题有:1、上片机器人的臂展较大,占地面积较大;2、为留出空间实现上片机器人的抓取,增加了油压机的上模主缸的行程;3、车边机器人的臂展也较大,占地面积较大;4、采用抓取的方式,需要先移走成型后的锅身再上片,节拍较慢,效率较低。
技术实现思路
1、本实用新型针对现有锅具生产线难以满足商业化需求的不足,提供一种商业化锅具全自动生产线的移料结构,采用推动锅具的方式代替采用机器人抓取的方式实现锅具从油压机上移走,减小占地面积,同时提升效率。本实用新型同时提供一种油压机及油压机的下模。
2、为实现上述目的,本实用新型采用如下技术方案:一种商业化锅具全自动生产线的移料结构,用于将油压成型后的锅身送至车边机,所述移料结构包括:
3、油压机,包括下模,所述下模朝向车边机一端开设供锅具平移走的下料缺口,所述下料缺口的圆周角小于180°;
4、推料机构,包括推料组件和驱动所述推料组件的上片机器人;
5、沿物料行进方向,所述推料机构位于所述油压机的上游。
6、本实用新型的商业化锅具全自动生产线的移料结构,在油压机的下模上开设下料缺口,并设置推料机构,当铝片被油压成型后,可以通过推料机构将成型后的锅身从油压机上平移推走,代替现有技术中采用机器人和吸盘抓取的方式;下料缺口的圆周角小于180°,不会影响下模对铝片的定位;可以实现同步移锅具和上铝片,提升效率。
7、作为改进,所述移料结构还包括位于所述油压机下游的导料机构,所述导料机构包括上游高下游低的倾斜组件和位于所述倾斜组件下游的传送带,所述倾斜组件位于所述下料缺口下方。
8、作为改进,所述倾斜组件的上游端铺设缓冲垫,减小锅具与倾斜组件间的碰撞,同时减小噪音。
9、作为改进,所述倾斜组件包括一u形折板。
10、作为改进,所述导料机构还包括设于所述传送带的下游端的对中组件,以利于机器人吸取。
11、作为改进,所述对中组件包括一对八字形的对中条,一对所述对中条的上游开口大于下游开口。
12、作为改进,所述传送带上方设有安装板,所述对中组件安装于所述安装板上,所述安装板上还设有检测开关。
13、作为改进,所述移料结构还包括位于所述导料机构下游端的移料机器人。虽然采用了移料机器人,但是移料机器人仅需移动较小行程,因而仍然减小了占地面积。
14、作为改进,所述推料组件包括水平板和垂直于所述水平板的竖直板,所述推料机构还包括吸盘安装板和上片吸盘,所述水平板一端与所述吸盘安装板相连,另一端上设置所述竖直板。采用此种结构,上片机器人在上片的同时将成型后的锅身从油压机移出。
15、油压机,用于锅具全自动生产线,其特征征在于:所述油压机包括下模,所述下模一端开设供锅具平移走的下料缺口,所述下料缺口的圆周角小于180°。
16、油压机的下模,所述油压机用于锅具全自动生产线,所述下模一端开设供锅具平移走的下料缺口,所述下料缺口的圆周角小于180°。
17、本实用新型的商业化锅具全自动生产线的移料结构的有益效果是:在油压机的下模上开设下料缺口,并设置推料机构,当铝片被油压成型后,可以通过推料机构将成型后的锅身从油压机上平移推走,代替现有技术中采用机器人和吸盘抓取的方式,占地面积更小、效率更高,同时无需增加主缸上模的行程;下料缺口的圆周角小于180°,不会影响下模对铝片的定位;为实现同步移锅具和上铝片创造了条件。
18、本实用新型的油压机和油压机的下模,应用于商业化锅具全自动生产线,可以实现采用推动锅具的方式代替采用机器人抓取的方式。
技术特征:
1.锅具全自动生产线的移料结构,用于将油压成型后的锅身送至车边机,锅具全自动生产线为商业化生产线,其特征在于:所述移料结构包括:
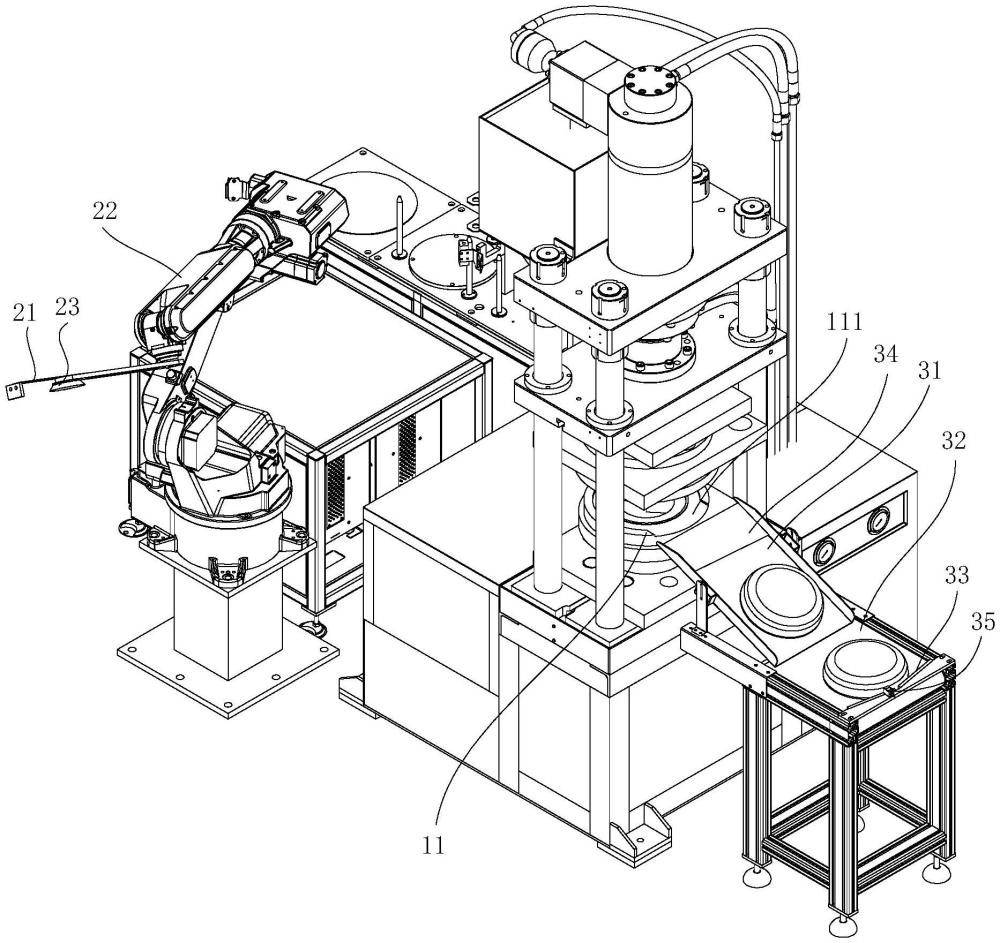
2.根据权利要求1所述的锅具全自动生产线的移料结构,其特征在于:所述移料结构还包括位于所述油压机(1)下游的导料机构(3),所述导料机构(3)包括上游高下游低的倾斜组件(31)和位于所述倾斜组件(31)下游的传送带(32),所述倾斜组件(31)位于所述下料缺口(111)下方。
3.根据权利要求2所述的锅具全自动生产线的移料结构,其特征在于:所述倾斜组件(31)的上游端铺设缓冲垫(34);所述倾斜组件(31)包括一u形折板。
4.根据权利要求2所述的锅具全自动生产线的移料结构,其特征在于:所述导料机构(3)还包括设于所述传送带(32)的下游端的对中组件(33)。
5.根据权利要求4所述的锅具全自动生产线的移料结构,其特征在于:所述对中组件(33)包括一对八字形的对中条,一对所述对中条的上游开口大于下游开口。
6.根据权利要求4所述的锅具全自动生产线的移料结构,其特征在于:所述传送带(32)上方设有安装板,所述对中组件(33)安装于所述安装板上,所述安装板上还设有检测开关(35)。
7.根据权利要求2所述的锅具全自动生产线的移料结构,其特征在于:所述移料结构还包括位于所述导料机构(3)下游端的移料机器人。
8.根据权利要求1所述的锅具全自动生产线的移料结构,其特征在于:所述推料组件(21)包括水平板(211)和垂直于所述水平板(211)的竖直板(212),所述推料机构(2)还包括吸盘安装板(24)和上片吸盘(23),所述水平板(211)一端与所述吸盘安装板(24)相连,另一端上设置所述竖直板(212)。
9.油压机(1),用于锅具全自动生产线,其特征在于:所述油压机(1)包括下模(11),所述下模(11)一端开设供锅具平移走的下料缺口(111),所述下料缺口(111)的圆周角小于180°。
10.下模(11),用于锅具全自动生产线的油压机(1),其特征在于:所述下模(11)一端开设供锅具平移走的下料缺口(111),所述下料缺口(111)的圆周角小于180°。
技术总结
本技术属于锅具智能制造技术领域,具体涉及锅具全自动生产线的移料结构、油压机及下模。针对现有锅具生产线难以满足商业化需求的不足,本技术采用如下技术方案:一种商业化锅具全自动生产线的移料结构,用于将油压成型后的锅身送至车边机,所述移料结构包括:油压机,包括下模,所述下模朝向车边机一端开设供锅具平移走的下料缺口,所述下料缺口的圆周角小于180°;推料机构,包括推料组件和驱动所述推料组件的上片机器人;沿物料行进方向,所述推料机构位于所述油压机的上游。本技术的商业化锅具全自动生产线的移料结构的有益效果是:占地面积更小、效率更高,同时无需增加主缸上模的行程。
技术研发人员:陈文君
受保护的技术使用者:爱仕达股份有限公司
技术研发日:20230912
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!