栏杆焊接支架工装的制作方法
本发明涉及焊接工装,特别涉及一种栏杆焊接支架工装。
背景技术:
1、现有技术中,在制作爬梯栏杆护栏时,先使用大力钳夹住盲板和管道,进行点焊,然后使用老虎钳夹住管道,再使用水平测量仪调整管道,使管道处于水平位置,为平衡工件采用人工矫正的方式焊接,对管工师傅要求极高,哪怕是专业的老师傅在制作栏杆护栏时也存在返工现象。
2、爬梯栏杆组装的焊接,需要一个大工和一个小工两个人配合,人工作业的方式对栏杆进行组装焊接,因作业人员技能水平参差不齐及个人操作的主观影响,焊缝平整度可能出现波动。组装时需要台虎钳夹紧,多个面需要水平尺调节水平,需要两个人配合对大工的技术要求很高。台虎钳夹紧的时候还会导致管道圆形的挤压变形,因调整水平需要多次管道受力夹紧,会使管道外表面划伤。
3、现有技术中的马鞍口表面非常锋利,在调节时需要用临时管道配合调整工件的水平期间会用手去抓取锋利处,对手掌的伤害很大非常容易划伤手掌。
4、现有技术中,组装封板时需要用手一个一个地组装,在组装的同时还需要封板与圆管同心度吻合,避免出现错边。并且,组装连接板时需要管道水平,连接板垂直,必须对准管道中心位置,才可焊接组装。对大工技术要求很高。
5、由此可见,能否基于现有技术中的不足,提供一种改进的栏杆焊接支架工装成为本领域技术人员亟待解决的技术难题。
技术实现思路
1、本发明要解决的技术问题是为了克服现有技术中的缺陷,提供一种栏杆焊接支架工装。
2、本发明是通过下述技术方案来解决上述技术问题:
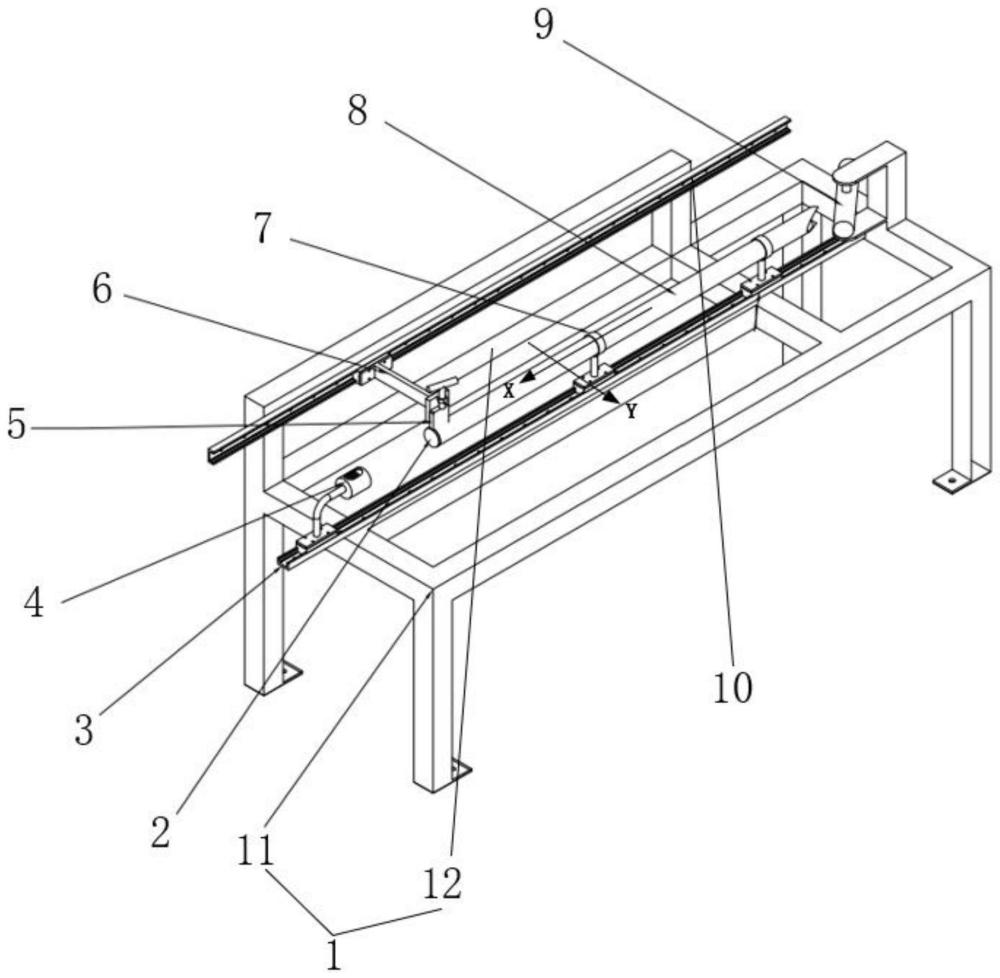
3、一种栏杆焊接支架工装,包括:
4、支撑架,包括相互连接的沿水平方向延伸的水平支撑部和沿竖直方向延伸的竖直支撑部;
5、第一导轨,安装于所述水平支撑部并沿第一水平方向延伸;
6、管托架,可滑动地安装于所述第一导轨,所述管托架用于承托待焊接管道沿所述第一水平方向延伸;
7、封板储存仓,包括相互连接的移动支架和封板仓筒,所述移动支架可滑动地安装于所述第一导轨的一端,所述封板仓筒内储存有封板,所述封板仓筒和所述待焊接管道的形状大小相匹配,所述封板仓筒和所述待焊接管道的轴线相重合;
8、第二导轨,安装于所述竖直支撑部并与所述第一导轨平行设置;
9、连接板定位器,一端可滑动地安装于所述第二导轨,另一端设置有用于将连接板垂直对准所述待焊接管道中心位置的安装部。
10、优选地,还包括:
11、旋转顶杆,包括支架和顶杆,所述支架安装于所述第一导轨的另一端,所述顶杆可转动地安装于所述支架,所述待焊接管道的马鞍口位于所述顶杆的转动轨迹上。
12、优选地,所述安装部沿竖直方向延伸,所述安装部位于所述待焊接管道的上方并抵近所述待焊接管道中心的位置,所述安装部与所述待焊接管道中心在第二水平方向上的距离为连接板的厚度,所述第二水平方向为垂直于所述第一水平方向。
13、优选地,所述连接板定位器还包括:
14、移动底座,可滑动地安装于所述第二导轨;
15、连杆,一端连接所述移动底座,另一端连接所述安装部。
16、优选地,所述管托架的数量为两个。
17、优选地,所述支撑架为方钢管架结构。
18、在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。
19、本发明的积极进步效果在于:本发明的栏杆焊接支架工装在所有需要加工的位置都有防呆定位装置,能够保证待焊接管道自动沿第一水平方向延伸,能够保证连接板自动垂直且对准待焊接管道的中心位置,能够自动调整封板与待焊接管道的同心度吻合。从而不再需要手动对待焊接管道的水平度进行调节。也不再需要手动调整封板与待焊接管道的同心度吻合,以避免出现错边。在组装连接板时,也不再需要手动调整连接板垂直且对准待焊接管道的中心位置。进而极大降低了对焊接工人的技术要求,进而能够提高焊接质量,提升工作效率,降低成本。
技术特征:
1.一种栏杆焊接支架工装,其特征在于,包括:
2.如权利要求1所述的栏杆焊接支架工装,其特征在于,还包括:
3.如权利要求1所述的杆焊接支架工装,其特征在于,所述安装部沿竖直方向延伸,所述安装部位于所述待焊接管道的上方并抵近所述待焊接管道中心的位置,所述安装部与所述待焊接管道中心在第二水平方向上的距离为连接板的厚度,所述第二水平方向为垂直于所述第一水平方向。
4.如权利要求3所述的杆焊接支架工装,其特征在于,所述连接板定位器还包括:
5.如权利要求1所述的杆焊接支架工装,其特征在于,所述管托架的数量为两个。
6.如权利要求1所述的杆焊接支架工装,其特征在于,所述支撑架为方钢管架结构。
技术总结
本发明公开了一种栏杆焊接支架工装,其包括支撑架、第一导轨、管托架、封板储存仓、第二导轨、连接板定位器和旋转顶杆。本发明的栏杆焊接支架工装在所有需要加工的位置都有防呆定位装置,能够保证待焊接管道自动沿第一水平方向延伸,能够保证连接板自动垂直且对准待焊接管道的中心位置,能够自动调整封板与待焊接管道的同心度吻合。从而不再需要手动对待焊接管道的水平度进行调节。也不再需要手动调整封板与待焊接管道的同心度吻合,以避免出现错边。在组装连接板时,也不再需要手动调整连接板垂直且对准待焊接管道的中心位置。进而极大降低了对焊接工人的技术要求,进而能够提高焊接质量,提升工作效率,降低成本。
技术研发人员:卢卫东,董建,肖勇
受保护的技术使用者:安及义实业(上海)有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!