一种单根毛细管折弯工装的制作方法
本技术涉及一种毛细管折弯装置,具体涉及一种单根毛细管折弯工装。
背景技术:
1、涡喷发动机作为无人机或者巡飞弹的动力系统,在现代战场中的作用越来越巨大,而作为一款成熟的发动机,它的性能必定很优异,总体来说应该可适应各种复杂多变的外部条件,同时又要保持动力强劲和工作的稳定和可靠。然而最不可或缺的一点就是要有很好的燃油经济性,即低耗油率。一款发动机要想做到低的燃料消耗率,就需要参与燃烧的燃料最大化的充分燃烧。然而燃料的充分燃烧又与燃料的雾化效果以及与氧气的结合效果有着密不可分的关系。因此来说,燃料的雾化效果的好坏,也在一定程度上决定着发动的性能是否优异。燃料雾化效果的好坏与否,除了输出压力外,影响最大的就是喷油针的喷射效果。
2、喷油针的喷射效果的好坏取决于喷油针的加工工艺控制。目前喷油针的材料普遍采用薄壁毛细管,该管材特点包括内径通径小,管壁薄,短小且不易弯折成型等。目前针对这种管材折弯的加工工艺,大多采取的方法是加热使管材受热然后通过手动弯折成型。过程费时且效果不理想,成功率比较低,很大概率会造成管材变形甚至折断。同时弯折后的喷油针形状各异很难保证统一,而且在后期的油针流量测试环节,每个油针出油量差异明显。
3、目前喷油针的加工工艺大多为直管焊接到分油环上,然后通过火焰加热后手工进行多次折弯,每次折弯量不能太大,不然很容易出现折瘪的现象。同时由于毛细管壁较薄,而且又是通过钎焊,焊接到分油环上,因此每次火焰加热只能加热管材中间部位一小段管身,不能触及根部焊接位置,因此手工折弯时,对于根部开始的折弯弧度很不好把握需要逐渐的折弯并不断校正。如此过程不仅耗费时间,而且在折弯完成后的测试环节中,若某个或者多个油针出油量不合格,就得融掉钎焊料并拆卸不合格的油针,重新焊接直管,重复之前的操作直至测试合格。如果多次有多根喷油针流量测试不合格,那么整个分油环组件可能都会报废。鉴于此,需要设计一种毛细管弯折装置来提高弯折的成功率和弯折角度的统一性。
技术实现思路
1、本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种单根毛细管折弯工装,该装置结构设计科学合理,实用性强,成本低廉,弯折效率高,准确性好,挤压成型后形状高度统一,有效提高质量与生产效率,可推广使用。
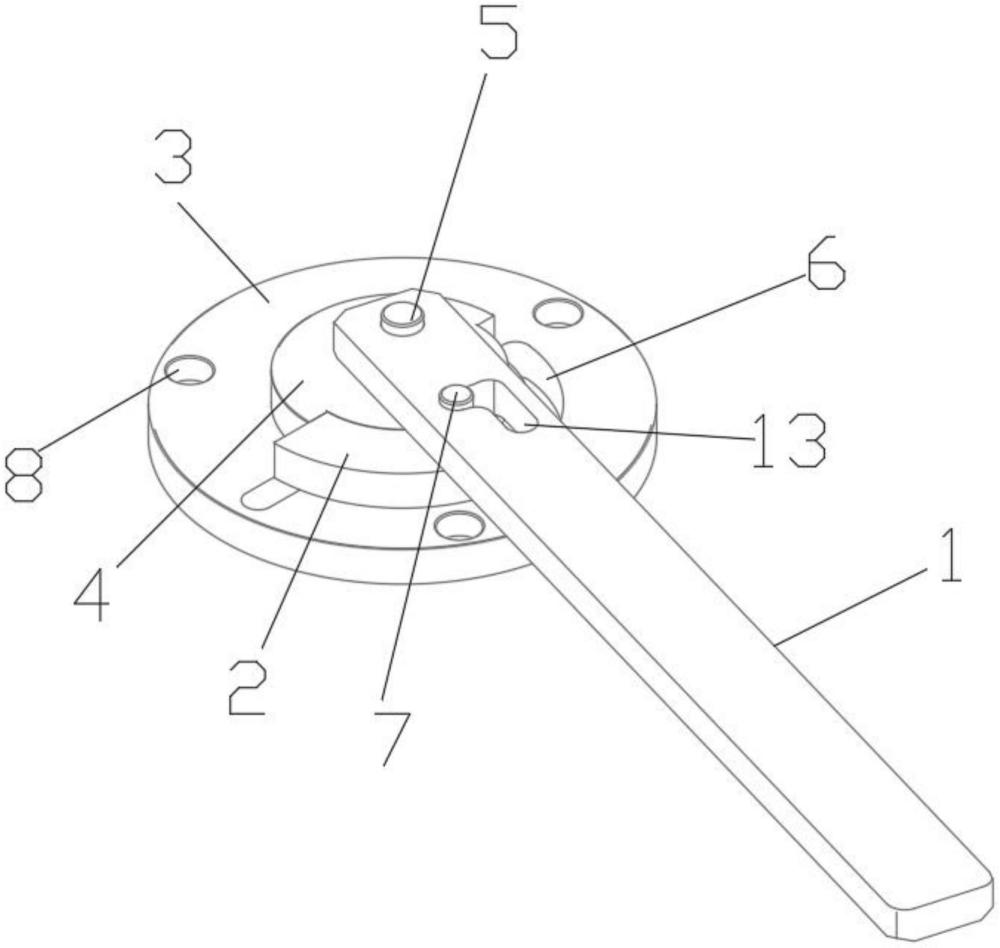
2、为解决上述技术问题,本实用新型采用的技术方案是:一种单根毛细管折弯工装,其特征在于,包括固定盘、手柄和压块,所述手柄的一端安装在固定盘上,所述压块同时连接在手柄和固定盘上,所述固定盘包括同轴线一体成型且下大上小的下支撑盘和上限位盘,所述手柄的一端连接在上限位盘的中心位置,所述上限位盘的侧壁上开设喷油针压型凸槽,所述下支撑盘上开设有与喷油针压型凸槽形状相同的限位移动轨道槽,所述压块上设置有与喷油针压型凸槽适配的喷油针压型凹槽,所述压块的上端面设置有上立柱,压块的下端面设置有下立柱,所述手柄上开设有直角弯折导槽,所述上立柱卡接在直角弯折导槽内,所述下立柱卡接在所述限位移动轨道槽内。
3、优选地,喷油针压型凸槽和喷油针压型凹槽滑动贴合可以起到挤压成型喷油针的作用,喷油针压型凸槽可根据喷油针的弯折角度设计成不同形状,限位移动轨道槽能保证压块移动时压块与上限位盘紧密贴合。
4、优选地,所述上限位盘的中心位置开设有销孔,所述手柄的一端通过销轴转动连接在销孔内。
5、优选地,所述下支撑盘上设置有多个等距的螺钉孔,在螺钉孔内连接紧固螺钉将下支撑盘固定连接在工作台面上。
6、本实用新型与现有技术相比具有以下优点:
7、本实用新型通过手柄旋转移动带动压块运动,从而使压块与上限位盘贴合,将放置在压块和上限位盘之间的喷油针经过挤压成型。方便操作,成本低,效率高,并且挤压成型后形状高度统一,管径变形很小,燃油流量测试结果各油针出油量比较均匀,差异比较小。针对不同形状要求的喷油针,只需快速更换对应的压槽,大大提高质量与生产效率。
8、下面结合附图和实施例对本实用新型作进一步详细说明。
技术特征:
1.一种单根毛细管折弯工装,其特征在于,包括固定盘、手柄(1)和压块(2),所述手柄(1)的一端安装在固定盘上,所述压块(2)同时连接在手柄(1)和固定盘上,所述固定盘包括同轴线一体成型且下大上小的下支撑盘(3)和上限位盘(4),所述手柄(1)的一端连接在上限位盘(4)的中心位置,所述上限位盘(4)的侧壁上开设喷油针压型凸槽(12),所述下支撑盘(3)上开设有与喷油针压型凸槽(12)形状相同的限位移动轨道槽(6),所述压块(2)上设置有与喷油针压型凸槽(12)适配的喷油针压型凹槽(10),所述压块(2)的上端面设置有上立柱(7),压块(2)的下端面设置有下立柱(9),所述手柄(1)上开设有直角弯折导槽(13),所述上立柱(7)卡接在直角弯折导槽(13)内,所述下立柱(9)卡接在所述限位移动轨道槽(6)内。
2.根据权利要求1所述的一种单根毛细管折弯工装,其特征在于,所述上限位盘(4)的中心位置开设有销孔(11),所述手柄(1)的一端通过销轴(5)转动连接在销孔(11)内。
3.根据权利要求1所述的一种单根毛细管折弯工装,其特征在于,所述下支撑盘(3)上等距设置有多个螺钉孔(8),在螺钉孔(8)内连接紧固螺钉将下支撑盘(3)固定在工作台面上。
技术总结
本技术提供了一种单根毛细管折弯工装。工装包括定盘、手柄和压块。手柄的一端安装在固定盘上,压块同时连接在手柄和固定盘上。固定盘包括同轴线一体成型且下大上小的下支撑盘和上限位盘。手柄的一端连接在上限位盘的中心位置。上限位盘的侧壁上开设喷油针压型凸槽,下支撑盘上开设有与喷油针压型凸槽形状相同的限位移动轨道槽。压块上设置有与喷油针压型凸槽适配的喷油针压型凹槽。本技术结构设计科学合理,实用性强,成本低廉,弯折效率高,准确性好。挤压成型后形状高度统一,有效提高质量与生产效率,可推广使用。
技术研发人员:蔡元虎,王京,李成明,徐赫,魏佳加
受保护的技术使用者:西安觉天动力科技有限责任公司
技术研发日:20230914
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!