一种用于加工汽车的铣槽刀具的制作方法
本技术涉及刀具的,具体涉及一种用于加工汽车的铣槽刀具。
背景技术:
1、铣槽,是通过特定的刀具切削需要的槽。简单的说就是采用带有底刃刀具,切削成一个槽。一般是以槽中心线直接下刀一定深度—铣槽—下刀—铣槽,通过来回铣削使得槽成型,铣到规定的深度,再根据槽宽度精铣到尺寸。切削过程中,根据不同的材质和加工的要求,对刀具整体的要求也会很高。尤其是在工件的内壁上冲铣出带有螺旋角度的曲形槽,对于一般的刀具具有相当大的困难。
2、为了解决以上技术问题,中国专利文件(公开号为cn105834498a)一种冲铣曲槽用的刀具,包括一体成型的刀具本体,刀具本体的一端为固定端,其另一端为切削端;切削端包括刀头与刀身;刀头位于切削端的前端;刀头为沿着径向凸起的三角形刀面;刀头通过刀身与固定端相连。
3、但是,上述技术方案中的刀具只能对工件的内壁冲铣出带有螺旋角度的曲形槽,而在工件生产制造中,针对需要加工异形槽的工件时,需要提前准备数个不同刀具,这导致生产成本增加,然后在加工过程中要多次停止加工,以更换刀具,导致加工效率低、精度差。
技术实现思路
1、本实用新型意在提供一种能够同步实现对工件加工带螺旋角度的曲形槽以及异形槽的用于加工汽车的铣槽刀具。
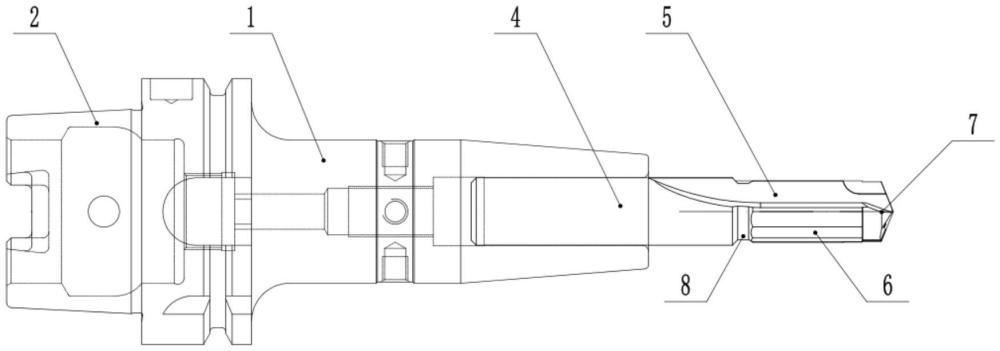
2、为达到上述目的,本实用新型采用如下技术方案:一种用于加工汽车的铣槽刀具,包括安装座以及可拆卸连接在安装座上的刀体,所述刀体远离安装座的端部且沿刀体轴线方向开设有刀槽,所述刀体背离刀槽的侧面具有凸起面和尖刺面,所述尖刺面位于刀体的端部,所述尖刺面呈尖刺状,所述尖刺面的中心处为第一刀刃,所述凸起面的表面设有多个沿轴心圆周方向均布设置的三角条,每个三角条沿径向方向凸起,每个三角条的纵截面呈三角形,且每个三角条的外端为第二刀刃。
3、本方案的刀体通过安装座与数控机床连接,在数控机床控制下,刀头以低速的冲铣力向前推进,并适当调整进给量,使得刀头的第一刀刃在工件的内壁进行切削,在第一刀刃切削过程中进行角度的微量旋转,最终达到在工件的内壁上冲铣出带有螺旋角度的曲形槽;或者,在对工件的表面上冲洗出异形槽时,控制第二刀刃切削过程中切削角度,使得第二刀刃在工件的表面冲铣出异形槽;因此,本方案的第一刀刃和第二刀刃能够同步对工件进行加工,无需利用多个铣刀进行加工,节约了成本。
4、进一步,所述安装座包括夹套,所述夹套远离安装座的端部开设有夹持孔,所述夹持孔沿夹套轴线方向延伸,所述夹持孔供刀体靠近安装座的端部插入并卡接。
5、本方案采用夹套的方式,将刀体插入夹套内的夹持孔内,通过夹持孔的张紧力对刀体进行夹持,实现刀体与安装座之间的可拆卸连接。
6、进一步,所述夹持孔与刀体的外表面紧密接触。这样设计,是为了减少刀体在安装座上的晃动。
7、进一步,所述刀体上且靠近凸起面的外表面开凿有半环槽。
8、进一步,所述刀槽的槽面为弧形面。本方案中的刀槽的槽面为弧形面,使得凸起面和尖刺面也呈弧形状。
9、进一步,所述刀体采用硬质合金材质制作而成。本方案中刀体采用硬质合金材质是为了提高刀体的使用寿命。
10、相比现有技术,本实用新型还具有以下技术效果:
11、本实用新型结构简单,本方案中尖刺面的第一刀刃与凸起面的第二刀刃协同配合能够同时对单个工件进行加工,无需利用多个铣刀进行加工,节约了成本;其次,采用尖刺面中心处的第一刀刃减少了尖刺面其他部位与工件的接触面,从而降低了对尖刺面其他部位的造成损伤,增加了刀体整体的使用寿命,提高加工效率。
技术特征:
1.一种用于加工汽车的铣槽刀具,其特征在于,包括安装座以及可拆卸连接在安装座上的刀体,所述刀体远离安装座的端部且沿刀体轴线方向开设有刀槽,所述刀体背离刀槽的侧面具有凸起面和尖刺面,所述尖刺面位于刀体的端部,所述尖刺面呈尖刺状,所述尖刺面的中心处为第一刀刃,所述凸起面的表面设有多个沿轴心圆周方向均布设置的三角条,每个三角条沿径向方向凸起,每个三角条的纵截面呈三角形,且每个三角条的外端为第二刀刃。
2.根据权利要求1所述的一种用于加工汽车的铣槽刀具,其特征在于:所述安装座包括夹套,所述夹套远离安装座的端部开设有夹持孔,所述夹持孔沿夹套轴线方向延伸,所述夹持孔供刀体靠近安装座的端部插入并卡接。
3.根据权利要求2所述的一种用于加工汽车的铣槽刀具,其特征在于:所述夹持孔与刀体的外表面紧密接触。
4.根据权利要求1所述的一种用于加工汽车的铣槽刀具,其特征在于:所述刀体上且靠近凸起面的外表面开凿有半环槽。
5.根据权利要求1所述的一种用于加工汽车的铣槽刀具,其特征在于:所述刀槽的槽面为弧形面。
6.根据权利要求1所述的一种用于加工汽车的铣槽刀具,其特征在于:所述刀体采用硬质合金材质制作而成。
技术总结
本技术涉及刀具的技术领域,公开了一种用于加工汽车的铣槽刀具,包括安装座以及可拆卸连接在安装座上的刀体,所述刀体远离安装座的端部且沿刀体轴线方向开设有刀槽,所述刀体背离刀槽的侧面具有凸起面和尖刺面,所述尖刺面位于刀体的端部,所述尖刺面呈尖刺状,所述尖刺面的中心处为第一刀刃,所述凸起面的表面设有多个沿轴心圆周方向均布设置的三角条,每个三角条沿径向方向凸起,每个三角条的纵截面呈三角形,且每个三角条的外端为第二刀刃。本技术的第一刀刃和第二刀刃能够同步对工件进行加工,无需利用多个铣刀进行加工,节约了成本。
技术研发人员:宁史朋
受保护的技术使用者:重庆渝钻精密工具制造有限公司
技术研发日:20230927
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!