一种翻转工作台的工装的制作方法
本技术涉及机械加工夹具领域,具体为一种翻转工作台的工装。
背景技术:
1、多面需要加工的工件在加工中心加工时,需要多次装夹翻面。但是对待加工工件多次装夹,重复定位,产生定位误差,导致零件各面上不同位置的加工特征之间位置公差很难保证,并且每次单个生产,效率低,所以需要设计一种能将待加工工件一次定位装夹完成加工的工装。
2、通常待加工工件的加工方法是使用平口钳加工侧面槽,三爪卡盘加工圆柱内侧轮廓,但这种加工方法在加工过程中存在如下为难题:加工效率低,尺寸及位置精度不符合设计要求的现象,采用平口钳加工侧面槽,三爪卡盘加工圆柱内侧轮廓的加工的方法,需单件加工并校准位置,费工费时,不能同时装夹多个待加工工件,不适合大批量生产,加工效率低。
技术实现思路
1、本实用新型的目的在于提供一种翻转工作台的工装,以解决以上的问题。
2、为达到以上目的,提供以下技术方案:
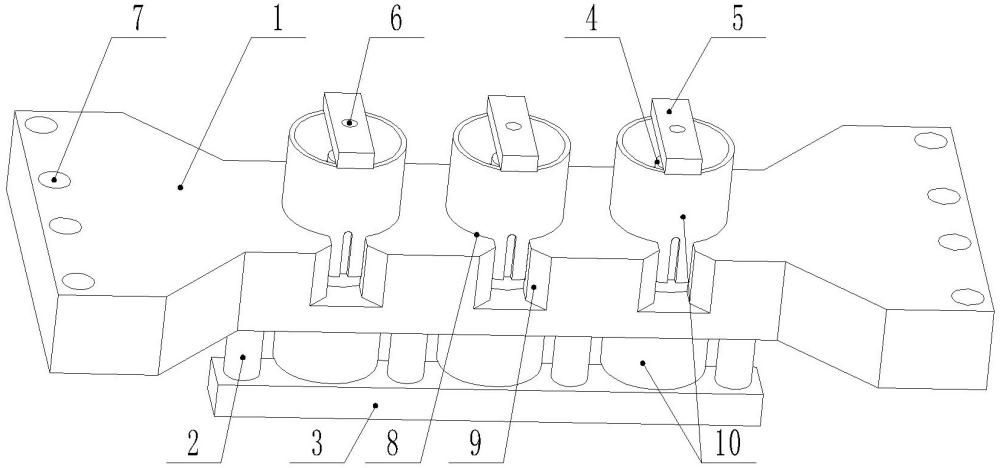
3、一种翻转工作台的工装,与机床和待加工工件配合使用,所述待加工工件为圆筒状结构,包括:座体和支撑固定机构,所述座体上设置有至少两个支撑固定机构,所述支撑固定机构包括支撑板、支撑柱、固定柱和固定压板,所述座体固定于机床四轴上,所述支撑柱和固定柱均至少设置有两个,所述支撑板设于座体的下方,与座体平行设置,所述支撑柱一端与支撑板固定连接,另一端与座体底部固定连接,所述固定柱与支撑柱间隔设置,其一端固定于支撑板上,另一端贯穿座体与固定压板固定连接。
4、优选地,所述座体为“工”字形结构,其左右两端分别设有一定数量的螺丝孔,用于与机床四轴连接固定。
5、优选地,所述座体中部还设有一定数量的通孔,所述通孔的一侧还设有一定高度的凹陷与外界贯通,所述通孔内轮廓的直径与待加工工件的外轮廓相匹配,所述凹陷的高度与待加工工件相匹配。
6、优选地,所述固定柱为圆柱体结构,其直径小于待加工工件内轮廓的直径。
7、优选地,所述固定压板的长度大于待加工工件外轮廓的直径。
8、优选地,所述支撑固定机构还包括紧固螺丝,所述固定压板通过拧紧紧固螺丝与固定柱连接。
9、本实用新型的有益效果为:
10、座体上具有根据零件外形设计的通孔及凹陷结构,通孔用于对待加工工件的定位,支撑板与固定压板用于对待加工工件的夹紧。将工装放在机床四轴中定位后,此时机床可以进行加工;当待加工工件的一个面上的特征加工完成需要加工另一个面时,旋动机床四轴,然后只需将工装逆时针或顺时针旋转至待加工工件需要加工的角度,即可进行下一个面的加工,待加工工件在本工装上只需装夹一次,就可完成多个面的加工,提高了加工尺寸精度及位置和生产效率,节省了人工成本,降低人工劳动强度。
11、本实用新型一次可装夹多个待加工工件,一次性装夹可对待加工工件进行360°的加工,加工效率高,如有个别部件损坏,可以进行更换,更换便捷,减少停机装夹时间,工装使用寿命长,使得加工效率更高。
技术特征:
1.一种翻转工作台的工装,与机床和待加工工件配合使用,所述待加工工件为圆筒状结构,其特征在于:包括:座体和支撑固定机构,所述座体上设置有至少两个支撑固定机构,所述支撑固定机构包括支撑板、支撑柱、固定柱和固定压板,所述座体固定于机床四轴上,所述支撑柱和固定柱均至少设置有两个,所述支撑板设于座体的下方,与座体平行设置,所述支撑柱一端与支撑板固定连接,另一端与座体底部固定连接,所述固定柱与支撑柱间隔设置,其一端固定于支撑板上,另一端贯穿座体与固定压板固定连接。
2.根据权利要求1所述的一种翻转工作台的工装,其特征在于:所述座体为“工”字形结构,其左右两端分别设有一定数量的螺丝孔,用于与机床四轴连接固定。
3.根据权利要求1所述的一种翻转工作台的工装,其特征在于:所述座体中部还设有一定数量的通孔,所述通孔的一侧还设有一定高度的凹陷与外界贯通,所述通孔内轮廓的直径与待加工工件的外轮廓相匹配,所述凹陷的高度与待加工工件相匹配。
4.根据权利要求1所述的一种翻转工作台的工装,其特征在于:所述固定柱为圆柱体结构,其直径小于待加工工件内轮廓的直径。
5.根据权利要求1所述的一种翻转工作台的工装,其特征在于:所述固定压板的长度大于待加工工件外轮廓的直径。
6.根据权利要求1所述的一种翻转工作台的工装,其特征在于:所述支撑固定机构还包括紧固螺丝,所述固定压板通过拧紧紧固螺丝与固定柱连接。
技术总结
本技术涉及机械加工夹具领域,具体为一种翻转工作台的工装,与机床和待加工工件配合使用,待加工工件为圆筒状结构,包括:座体和支撑固定机构,座体上设置有至少两个支撑固定机构,支撑固定机构包括支撑板、支撑柱、固定柱和固定压板,座体固定于机床四轴上,支撑柱和固定柱均至少设置有两个,支撑板设于座体的下方,与座体平行设置,支撑柱一端与支撑板固定连接,另一端与座体底部固定连接,固定柱与支撑柱间隔设置,其一端固定于支撑板上,另一端贯穿座体与固定压板固定连接,本技术一次可装夹多个待加工工件,加工效率高,如有个别部件损坏,可以进行更换,更换便捷,减少停机装夹时间,工装使用寿命长,使得加工效率更高。
技术研发人员:陈冲
受保护的技术使用者:吉林市江机调整臂有限公司
技术研发日:20231108
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!