一种定日镜支架锁铆智能生产线的制作方法
本发明涉及机械手领域,具体的是一种定日镜支架锁铆智能生产线。
背景技术:
1、在太阳能热发电领域,定日镜通常采用塔式或槽式布局,通过反射太阳光将热量集中到吸热器上,再通过热力循环等方式转化为电能,定日镜支架是用于支撑和固定定日镜的设备,是塔式太阳能热发电系统中的重要组成部分,支架通常由高强度钢材焊接或铆接锁紧而成,结构形式通常包括立柱、主梁、副梁、斜撑和镜面固定装置等。
2、传统的支架通常是将副梁组合成田字格框架状安装在水平的主梁上,然后在副梁背面与主梁之间打上多根斜撑作为一个稳固的三脚架结构,剩下的再在副梁上安装镜面固定装置和镜片,但是这种形式组合程度较低现场施工步骤较多,因此现有技术中通常采用预组合好的框架式斜撑,以斜撑为基础再连接安装主梁和副梁。
3、但是现有技术中斜撑内框架结构的三角形支撑形式不同于田字格的直接排列,因此框架式斜撑通常是人工进行铆接生产而成的,即使是对副梁进行横平竖直框架组合的生产线,其斜撑也是单独用人工进行铆接的,因此现有的斜撑需要自动化铆接设备来减轻人工投入从而进行更好的生产。
技术实现思路
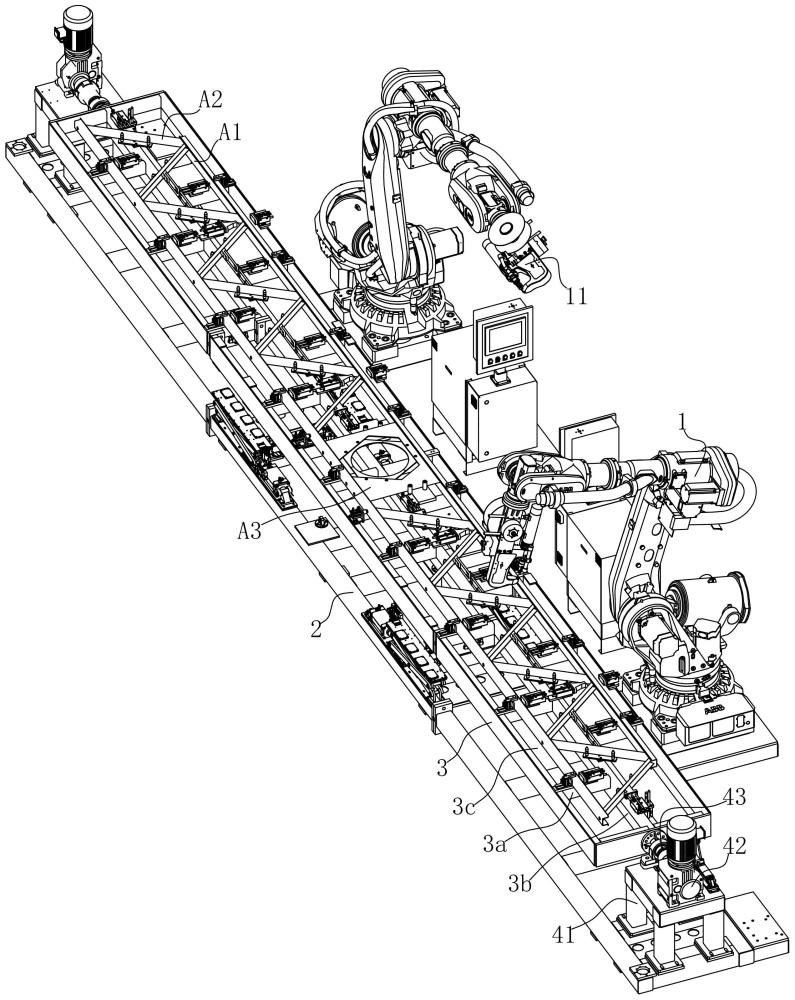
1、针对上述问题,本发明提供一种定日镜支架锁铆智能生产线,其结构包括装设在产线基架上的铆接机械手,所述铆接机械手在多个手臂组合成的主联动臂组末端设有用于驱动铆接枪的端动臂,其中,所述铆接枪用于将斜撑框架结构内的内撑梁和连接板与外围梁进行铆接固定,所述铆接机械手侧端设有下料吊装机,所述铆接机械手工作范围的产线基架上通过翻转机构设有翻转装夹台;所述翻转装夹台上通过复数个气缸组件装夹有斜撑框架,所述斜撑框架的复数根内撑梁在两根外围梁之间呈倾斜设置,所述翻转装夹台上设有用于装夹外围梁的侧固气缸、用于放置连接板的中心定位架、用于放置内撑梁的斜基架,以及用于顶紧两侧内撑梁的中顶气缸;所述翻转装夹台内侧设有侧支梁部并在翻转装夹台中部设有的中梁部两侧交错设置,间隔的所述侧支梁部之间形成活动空部使得斜撑框架在正面和翻转后的翻面均可让铆接枪伸入;所述主联动臂组末端可驱动端动臂摆动旋转,所述铆接枪通过达位组件与端动臂相连接,所述铆接枪底端的枪头具有工位开口,所述达位组件带动铆接枪沿着枪头的工位开口的朝向插入倾斜放置的外围梁和内撑梁、外围梁和连接板的夹角之间。
2、进一步地,所述达位组件包括与端动臂相连接且受端动臂带动的导向基座和活动装设在导向基座下方的底动座,所述底动座在导向基座上保留沿着导向基座轴线转动的自由度;所述导向基座内设有驱动齿轮,所述导向基座外侧设有定位电机与驱动齿轮相连接,所述底动座内壁上设有齿面,所述驱动齿轮与齿面相啮合从而让定位电机驱动底动座进行旋转;所述铆接枪顶端通过滑轨滑动装设在底动座的底部且受导向基座的引导在底动座的底部进行直线移动。
3、更进一步地,所述导向基座底端设有复数条达位导向槽,所述底动座的底部在铆接枪的移动方向上设有基向槽,所述铆接枪顶端设有定位柱且向上穿过基向槽与导向基座相接触;所述导向基座侧端与底动座内壁之间设有外转通道,所述定位柱通过活动轮活动在外转通道内进而从外转通道转入达位导向槽。
4、更进一步地,所述底动座内壁和定位柱之间设有达位弹性件,所述达位弹性件提供弹力带动定位柱沿着基向槽和达位导向槽的长度方向进行移动。
5、更进一步地,所述达位导向槽在导向基座底端设有四条且平均分为两组,两组所述达位导向槽分为前后侧,且后侧为靠近铆接机械手的一侧而前侧为远离铆接机械手的一侧;一侧上的两条所述达位导向槽之间的夹角度数为180度减去内撑梁与外围梁夹角度数,且小于180度。
6、更进一步地,所述导向基座内侧设有中压座,所述中压座在导向基座内保留竖向移动的自由度,所述中压座顶端设有电磁铁,所述电磁铁以导向基座为基准带动中压座在导向基座内移动;所述中压座底端设有嵌入卡合在达位导向槽内的脱位斜块,所述脱位斜块底端呈倾斜状且将脱位斜块的竖向向下移动转化为推动定位柱水平向达位导向槽外移动。
7、更进一步地,所述脱位斜块斜面的竖向长度小于达位导向槽的竖向长度,所述脱位斜块外端顶至外转通道范围内使定位柱在外转通道内移动时压在脱位斜块外端部从而跨过达位导向槽。
8、进一步地,所述侧固气缸通过下压夹板向下将外围梁夹在翻转装夹台上;所述斜基架包括用于放置内撑梁的斜工位板和装设在斜工位板上的复数个定位销,所述复数个定位销呈按照内撑梁在外围梁内所需的倾斜角度而进行倾斜排列,所述中顶气缸通过中顶头与内撑梁相抵,所述中顶气缸设在两个内撑梁之间且中顶头可以作用到两侧的内撑梁将两侧的内撑梁顶紧在斜基架的定位销上。
9、更进一步地,所述斜撑框架两侧端部的单独的内撑梁由端顶气缸通过端顶头顶紧在斜基架的定位销上;相邻的所述内撑梁之间存在间隙且在间隙处的翻转装夹台上设有中隔撑气缸,所述中隔撑气缸通过隔撑头顶在两个内撑梁之间的间隙处。
10、进一步地,所述翻转机构包括用于将翻转装夹台支撑在一定高度上的架高座、与翻转装夹台相连接的翻转轴以及驱动翻转轴和翻转装夹台进行旋转的翻转电机。
11、与现有技术相比,本发明具有如下有益效果:
12、1、本发明将斜撑框架的构件通过不同的气缸组件装夹在翻转装夹台上,并采用铆接机械手带着铆接枪自动对斜撑框架的构件进行铆接固定,从而可以使斜撑框架进行更为标准化的自动化生产操作;
13、本发明的机械手通过达位组件来带动铆接枪进行移动,在不许进行焊接时铆接枪通过定位柱卡合在可环形移动换向的外转通道内,当铆接枪位于构件夹角处时,驱动底动座旋转,当底动座旋转到基向槽与所需工位上的达位导向槽重合时,定位柱从外转通道受达位弹性件的带动转入达位导向槽内,进而在主联动臂无需过多移动的状态下,使铆接枪的枪头开口处斜着插入外围梁和内撑梁夹角的角落中对二者进行铆接,避免主联动臂组进行过多的扭动和复杂路径增大干涉点出现的情况。
14、2、本发明设置一侧上的两条达位导向槽之间的夹角度数为180度减去内撑梁与外围梁夹角度数,从而使铆接枪的枪头的工位开口可以在内撑梁与外围梁夹角的中间范围插入内撑梁和外围梁之间进行铆接,进一步减少干涉情况的发生。
15、3、本发明让脱位斜块斜面的竖向长度小于达位导向槽的竖向长度,并让脱位斜块外端顶至外转通道范围内,使定位柱在外转通道内移动时压在脱位斜块外端部从而跨过达位导向槽,在保证达位导向槽在需要时可发挥作用的基础上让定位柱的移动不会受达位导向槽的影响。
技术特征:
1.一种定日镜支架锁铆智能生产线,其结构包括装设在产线基架上的铆接机械手,所述铆接机械手在多个手臂组合成的主联动臂组末端设有用于驱动铆接枪的端动臂,其特征在于:所述铆接枪用于将斜撑框架结构内的内撑梁和连接板与外围梁进行铆接固定,所述铆接机械手侧端设有下料吊装机,所述铆接机械手工作范围的产线基架上通过翻转机构设有翻转装夹台;
2.根据权利要求1所述的一种定日镜支架锁铆智能生产线,其特征在于:所述导向基座底端设有复数条达位导向槽,所述底动座的底部在铆接枪的移动方向上设有基向槽,所述铆接枪顶端设有定位柱且向上穿过基向槽与导向基座相接触;
3.根据权利要求2所述的一种定日镜支架锁铆智能生产线,其特征在于:所述底动座内壁和定位柱之间设有达位弹性件,所述达位弹性件提供弹力带动定位柱沿着基向槽和达位导向槽的长度方向进行移动。
4.根据权利要求3所述的一种定日镜支架锁铆智能生产线,其特征在于:所述达位导向槽在导向基座底端设有四条且平均分为两组,两组所述达位导向槽分为前后侧,且后侧为靠近铆接机械手的一侧而前侧为远离铆接机械手的一侧;
5.根据权利要求4所述的一种定日镜支架锁铆智能生产线,其特征在于:所述导向基座内侧设有中压座,所述中压座在导向基座内保留竖向移动的自由度,所述中压座顶端设有电磁铁,所述电磁铁以导向基座为基准带动中压座在导向基座内移动;
6.根据权利要求5所述的一种定日镜支架锁铆智能生产线,其特征在于:所述脱位斜块斜面的竖向长度小于达位导向槽的竖向长度,所述脱位斜块外端顶至外转通道范围内使定位柱在外转通道内移动时压在脱位斜块外端部从而跨过达位导向槽。
7.根据权利要求1所述的一种定日镜支架锁铆智能生产线,其特征在于:所述侧固气缸通过下压夹板向下将外围梁夹在翻转装夹台上;
8.根据权利要求7所述的一种定日镜支架锁铆智能生产线,其特征在于:所述斜撑框架两侧端部的单独的内撑梁由端顶气缸通过端顶头顶紧在斜基架的定位销上;
9.根据权利要求1所述的一种定日镜支架锁铆智能生产线,其特征在于:所述翻转机构包括用于将翻转装夹台支撑在一定高度上的架高座、与翻转装夹台相连接的翻转轴以及驱动翻转轴和翻转装夹台进行旋转的翻转电机。
技术总结
本发明涉及机械手领域,具体是一种定日镜支架锁铆智能生产线,包括铆接机械手和末端设有的铆接枪,产线基架设有装夹斜撑框架的翻转装夹台,翻转装夹台上设有气缸组件,铆接枪通过达位组件与端动臂相连接,达位组件带动铆接枪沿着枪头的工位开口的朝向插入外围梁和内撑梁、外围梁和连接板夹角之间,本发明将斜撑框架构件通过气缸组件装夹在翻转装夹台上,并采用铆接机械手对构件进行铆接固定,从而进行标准化自动化生产,且机械手通过达位组件带动铆接枪,底动座旋转至基向槽与所需工位达位导向槽重合,定位柱受达位弹性件带动转入达位导向槽内,使枪头开口处斜插入构件夹角中进行铆接,避免主联动臂组过多扭动和路径复杂发生干涉出现的情况。
技术研发人员:陈耀佳,杜鹏,周圻,李祖文
受保护的技术使用者:京源中科科技(泉州)有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!