一种仿生圆鳞结构微织构刀具及加工方法
本发明涉及一种仿生圆鳞结构微织构刀具,属于金属切削刀具。
背景技术:
1、机械制造的目的是制造出满足形状精度和服役性能的构件。随着时代的发展,越来越多的高强度、导热系数低、与刀具亲和力强的难加工材料广泛应用于各领域。此类材料在加工过程中会产生大量的切削热,但却不易传出,往往集中在刀-工和刀-屑接触区,导致局部切削温度过高,这会影响刀具的寿命和切削效率。因此,设计一个适用于难加工材料切削的耐磨高寿命的刀具,具有十分广袤的前景。
2、另外,随着环境的恶化和人们环境意识的不断提高,绿色制造被越来越多的领域提及,实现绿色制造已经成为制造业日益关注的话题。在传统的金属切削领域中,机床切削加工会消耗大量的刀具材料和切削液,这与绿色加工制造的理论背道而驰。因此,如何降低切削过程中刀具的磨损和切削液的大量使用,延长刀具寿命,实现绿色加工,是本领域技术人员亟待解决的技术问题。
3、微织构刀具衍生切削,是指前刀面微织构对切屑底部产生的微小“附加切削”现象,是造成微织构堵塞的主要原因。另外,衍生切削增加了微织构刀具切削过程中的能量消耗,导致切削力增加;并且,衍生切削产生的衍生切屑会粘滞在微织构中,衍生切屑与切屑底部相互作用,导致刀-屑界面的摩擦力增加;衍生切屑堵塞了微织构,导致微织构无法起到减少刀-屑接触面积、收集磨屑、促进润滑液渗透等作用。因此,减少微织构刀具的衍生切削在机械加工中尤为重要。
4、公开号为cn11577088a,公开日为2023年3月10日的中国发明申请公开了一种用于难加工材料的波浪形微织构刀片,包括刀尖圆角和前刀面,所述前刀面上制备波浪形微织构,所述微织构的中轴线平行于主切削刃且其横截面为半圆形凹坑,该刀具虽然利用了波浪形微织构凹槽的走向进行排屑和散热,但仅仅通过几条波浪形的凹槽来实现,效果并不好,而且该刀具所设计的微织构凹槽,对衍生切削的抑制并不明显,这会在一定程度上增加切削力和切削温度,而且该刀具只在波浪形微织构凹槽内涂覆了一层固体润滑脂涂层,只能储存固体润滑剂,并不能加快切削液的快速流动,故不能满足现阶段难加工材料高精度、高效率加工的需求。
技术实现思路
1、针对上述技术问题,本发明公开一种仿生圆鳞结构微织构刀具,用于减小难加工材料切削时的刀具磨损,抑制衍生切削,提高加工效率,延长刀具寿命,同时降低加工能耗和切削液的使用,实现绿色加工制造的要求。
2、本发明的具体方案如下:
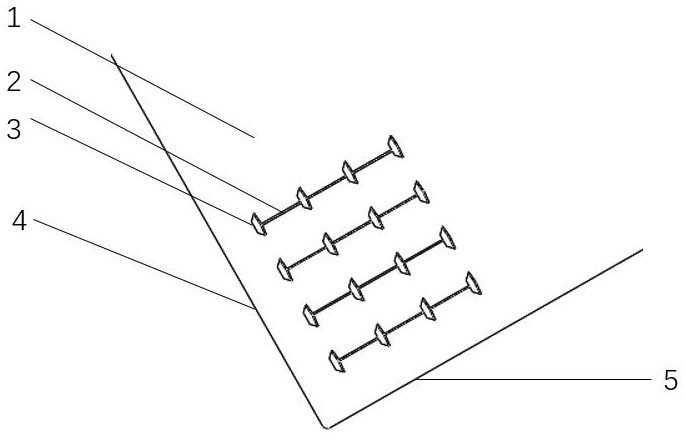
3、一种仿生圆鳞结构微织构刀具,包括刀具基体,所述刀具基体的前刀面设置有多个圆鳞结构微织构,所述圆鳞结构微织构为前侧面为直面、底面和后侧面为弧形面的第一凹槽,所述后侧面的弧形面与前刀面连接处设置有外凸形圆角;沿垂直于刀具主切削刃方向上、在相邻两个圆鳞结构微织构之间设置有织构通道,所述织构通道为在前刀面内凹的第二凹槽。
4、进一步的,所述圆鳞结构微织构的左、右侧面与前侧面的夹角为钝角。
5、进一步的,所述圆鳞结构微织构的底面与后侧面通过内凹形圆弧过渡连接。
6、进一步的,所述内凹形圆弧与圆鳞结构微织构的底面及后侧面均呈相切式过渡衔接。
7、进一步的,所述圆鳞结构微织构的前侧面深度为30μm,所述圆鳞结构微织构的整个宽度为30μm。
8、进一步的,相邻两个圆鳞结构微织构在平行于主切削刃方向上的间距为10μm,在垂直于主切削刃方向上的间距为50μm。
9、进一步的,多个圆鳞结构微织构在前刀面上呈矩形阵列分布。
10、进一步的,所述矩形阵列上最前端的圆鳞结构微织构与主切削刃和副切削刃的距离均为50μm。
11、进一步的,所述织构通道的宽度为10μm,深度为5μm。
12、本申请还公开一种加工上述仿生圆鳞结构微织构刀具的方法,包括如下步骤:
13、s1、选择刀具基体(1),刀具基体(1)为ai2o3基;
14、s2、将刀具基体(1)在丙酮与无水乙醇的混合溶液中进行超声清洗20-30分钟以备后续的激光加工;
15、s3、在刀具基体(1)的前刀面表面,在距主切削刃(4)的边沿50μm,距副切削刃(5)的边沿50μm的位置,加工出一个圆鳞结构微织构(3),以此圆鳞结构微织构(3)为基准点,沿主切削刃(4)到副切削刃(5)的方向及主切削刃(4)平行于副切削刃(5)依次加工多个圆鳞结构微织构(3),形成阵列,相邻两个圆鳞结构微织构(3)在平行于主切削刃(4)方向上的间距为10μm,在垂直于主切削刃(4)方向上的间距为50μm;
16、s4、采用激光加工,在已加工出圆鳞结构微织构(3)的前刀面上加工出织构通道(2);
17、s5、在刀具基体(1)的前刀面表面,在距主切削刃(4)的边沿50μm,距副切削刃(5)的边沿20μm处,制备一条长1900μm的疏液槽(6),疏液槽(6)宽20μm,深度20μm;在疏液槽(6)尾部,垂直于疏液槽(6)方向上,依次向前制备多条深度20μm、槽宽75μm,间距75μm,长度1500μm的直槽(7)。有益效果:
18、本发明基于仿生原理,将圆鳞结构应用于刀具基体上,在难切削材料加工时,可以减小刀具的磨损,抑制衍生切削,延长刀具寿命,提高加工效率。
19、织构通道将圆鳞结构微织构通过织构通道连接起来,在加工过程中可以对切削液进行输送,使其被输送到切削温度较高的刀尖和主切削刃处,可以加快切削温度的传导,减少加工能耗和切削液的使用从而实现绿色加工制造的要求。
技术特征:
1.一种仿生圆鳞结构微织构刀具,其特征在于,包括刀具基体(1),所述刀具基体(1)的前刀面设置有多个圆鳞结构微织构(3),所述圆鳞结构微织构(3)为前侧面为直面、底面和后侧面为弧形面的第一凹槽,所述后侧面的弧形面与前刀面连接处设置有外凸形圆角;沿垂直于刀具主切削刃(4)方向上、在相邻两个圆鳞结构微织构(3)之间设置有织构通道(2),所述织构通道(2)为在前刀面内凹的第二凹槽。
2.根据权利要求1所述的一种仿生圆鳞结构微织构刀具,其特征在于,所述圆鳞结构微织构(3)的左、右侧面与前侧面的夹角为钝角。
3.根据权利要求1所述的一种仿生圆鳞结构微织构刀具,其特征在于,所述圆鳞结构微织构(3)的底面与后侧面通过内凹形圆弧过渡连接。
4.根据权利要求3所述的一种仿生圆鳞结构微织构刀具,其特征在于,所述内凹形圆弧与圆鳞结构微织构(3)的底面及后侧面均呈相切式过渡衔接。
5.根据权利要求1所述的一种仿生圆鳞结构微织构刀具,其特征在于,所述圆鳞结构微织构(3)的前侧面深度为30μm,所述圆鳞结构微织构(3)的整个宽度为30μm。
6.根据权利要求5所述的一种仿生圆鳞结构微织构刀具,其特征在于,相邻两个圆鳞结构微织构(3)在平行于主切削刃(4)方向上的间距为10μm,在垂直于主切削刃(4)方向上的间距为50μm。
7.根据权利要求1所述的一种仿生圆鳞结构微织构刀具,其特征在于,多个圆鳞结构微织构(3)在前刀面上呈矩形阵列分布。
8.根据权利要求7所述的一种仿生圆鳞结构微织构刀具,其特征在于,所述矩形阵列上最前端的圆鳞结构微织构(3)与主切削刃(4)和副切削刃(5)的距离均为50μm。
9.根据权利要求1所述的一种仿生圆鳞结构微织构刀具,其特征在于,所述织构通道(2)的宽度为10μm,深度为5μm。
10.一种加工权利要求1至9任一所述的仿生圆鳞结构微织构刀具的方法,其特征在于,包括如下步骤:
技术总结
本发明涉及金属切削刀具技术领域,具体公开一种仿生圆鳞结构微织构刀具及加工方法,包括刀具基体,所述刀具基体的前刀面设置有多个圆鳞结构微织构,所述圆鳞结构微织构为前侧面为直面、底面和后侧面为弧形面的第一凹槽,所述后侧面的弧形面与前刀面连接处设置有外凸形圆角;沿垂直于刀具主切削刃方向上、在相邻两个圆鳞结构微织构之间设置有织构通道,所述织构通道为在前刀面内凹的第二凹槽。该结构可以减小难加工材料切削时的刀具磨损,抑制衍生切削,提高加工效率,延长刀具寿命,同时降低加工能耗和切削液的使用,实现绿色加工制造的要求。
技术研发人员:孙金鑫,段冉,王全景,张茹
受保护的技术使用者:山东建筑大学
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!