一种仿生鲨鱼皮微织构刀具及其制备方法
本发明涉及刀具加工,尤其涉及一种仿生鲨鱼皮微织构刀具及其制备方法。
背景技术:
1、随着我国制造业的快速发展,金属材料切削加工的地位愈发重要,因为切削加工的效率直接影响着整个制造业的效率和发展。伴随难加工材料在航空航天和极端服役条件装备的应用,金属材料切削加工的精密高质化和制造过程的绿色化使得对切削刀具的要求日渐增加。在应用传统的切削刀具时,剧烈的刀具磨损导致使用寿命大幅度缩减,而切削液的大量使用是影响绿色加工发展的重要因素。因此,如何降低金属切削加工过程中的刀具磨损,延长其使用寿命,实现高质绿色化加工是本领域亟待解决的难题。
2、自然界的生物在发展与进化中产生了优异的特殊结构和形态。人们基于仿生学理论将优异的结构和形态融入工程设计和研发过程中。自然界中鲨鱼表面的特殊盾鳞结构具有减摩和抵抗外界磨损的能力,本发明由此设计了一种仿生微织构刀具。该仿生微织构刀具通过抑制刀具磨损以达到延长使用寿命,其主要原因为微织构降低刀-屑的接触面积、微织构具有储存的效果和较好的润湿性。
技术实现思路
1、本发明意在提供一种仿生鲨鱼皮微织构刀具及其制备方法,以解决现有的金属切削加工过程中刀具磨损严重、使用寿命短的问题。
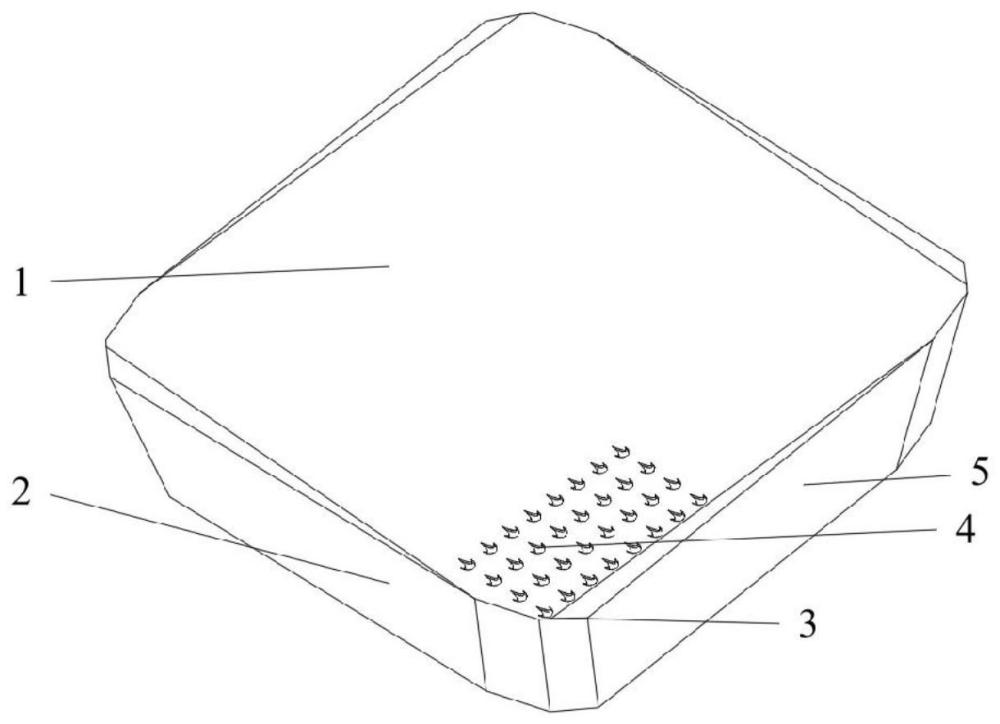
2、为达到上述目的,本发明提供如下技术方案:一种仿生鲨鱼皮微织构刀具,包括刀具,所述刀具包括前刀面、前后刀面、副后刀面和切削刃的铣刀片,所述刀具前角为10°,所述刀具后角为11°,所述前刀面上加工设置有若干微织构,若干所述微织构呈纵横阵列排列,且整体呈矩形分布,所述微织构呈鲨鱼皮盾鳞结构。
3、优选地,所述微织构数量为30~50个,所述微织构深度为50~100μm,相邻所述微织构之间的距离为300μm,首个所述微织构与切削刃的距离为40μm。
4、优选地,所述鲨鱼皮盾鳞结构下半部分结构为椭圆半圆,所述椭圆半圆宽度为300μm,所述椭圆半圆长度为200μm,所述椭圆半圆底部与切削刃呈相切几何关系,所述椭圆半圆上半部分由对称的二阶贝塞尔曲线构成。
5、一种仿生鲨鱼皮微织构刀具的制备方法,
6、步骤s1:利用cad进行微织构图案设计;
7、步骤s2:激光刻印参数进行选取;
8、步骤s3:在刀具前刀面利用所选激光刻印参数进行刻印加工出仿生鲨鱼皮微织构刀具前刀面的鲨鱼皮微织构;
9、步骤s4:制备完成后利用超声波清洗机对刀具进行清洗。
10、优选地,所述步骤s3的刻印加工激光刻印功率为80%、刻印速度为2000mm/s、刻印频率为100hz。
11、本技术方案的原理及有益效果:
12、本发明刀具在进行金属材料切削加工时,表面仿生微织构整体形貌可有效降低刀-屑接触面积并起到储存润滑剂效果;微织构的连续阵列特征可加快切削过程中的断屑作用;鲨鱼皮盾鳞的构造符合流体动力学原理,在高速切削加工时,可改变局部的流速,产生气体压力从而达到加速切屑飞离加工区域和带走切削热。最终达到降低切削力和切削温度的目的,进而减少刀具磨损,延长刀具使用寿命。
技术特征:
1.一种仿生鲨鱼皮微织构刀具,其特征在于:包括刀具,所述刀具包括前刀面(1)、前后刀面(5)、副后刀面(2)和切削刃(3)的铣刀片,所述刀具前角为10°,所述刀具后角为11°,所述前刀面(1)上加工设置有若干微织构(4),若干所述微织构(4)呈纵横阵列排列,且整体呈矩形分布,所述微织构(4)呈鲨鱼皮盾鳞结构。
2.根据权利要求1所述的一种仿生鲨鱼皮微织构刀具,其特征在于:所述微织构(4)数量为30~50个,所述微织构(4)深度为50~100μm,相邻所述微织构(4)之间的距离为300μm,首个所述微织构(4)与切削刃(3)的距离为40μm。
3.根据权利要求1所述的一种仿生鲨鱼皮微织构刀具,其特征在于:所述鲨鱼皮盾鳞结构下半部分结构为椭圆半圆,所述椭圆半圆宽度为300μm,所述椭圆半圆长度为200μm,所述椭圆半圆底部与切削刃(3)呈相切几何关系,所述椭圆半圆上半部分由对称的二阶贝塞尔曲线构成。
4.一种仿生鲨鱼皮微织构刀具的制备方法,其特征在于:
5.根据权利要求4所述的一种仿生鲨鱼皮微织构刀具的制备方法,其特征在于:所述步骤s3的刻印加工激光刻印功率为80%、刻印速度为2000mm/s、刻印频率为100hz。
技术总结
本发明公开了一种仿生鲨鱼皮微织构刀具,刀具包括前刀面、前后刀面、副后刀面和切削刃的铣刀片,刀具前角为10°,刀具后角为11°,前刀面上设置有若干微织构,若干微织构呈纵横阵列排列,且整体呈矩形分布,微织构呈鲨鱼皮盾鳞结构,以解决现有的金属切削加工过程中刀具磨损严重、使用寿命短的问题。
技术研发人员:牛秋林,刘俐鹏,王星华,戴福朋,荆露,唐思文
受保护的技术使用者:湖南科技大学
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!