一种掘进机用刀盘锻造工艺的制作方法
本发明属于锻造工艺,具体涉及一种掘进机用刀盘锻造工艺。
背景技术:
1、锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件,通过合理的锻造温度,及合理的材料长径比来保证产品的锻造流线及产品的性能。
2、其中掘进机用刀盘材质为h13,该材料的锻造温度范围比较窄,且该材料为模具钢,锻造流动性差,因此传统的锻造工艺没办法满足其生产需求。
技术实现思路
1、本发明的目的在于提供一种掘进机用刀盘锻造工艺,克服了现有技术的不足,解决了现有锻造工艺加工h13材质比较困难的技术难题。
2、为解决上述问题,本发明所采取的技术方案如下:
3、一种掘进机用刀盘锻造工艺,其特征在于:具体包括如下步骤,
4、步骤一:下料,选用材质为h13的钢材;
5、步骤二:加热,将金属块送至加热箱中,由加热箱对金属块进行加热;
6、步骤三:制坯,将加热后的金属块放置到锻造机上,进行初步锻打制成坯料;
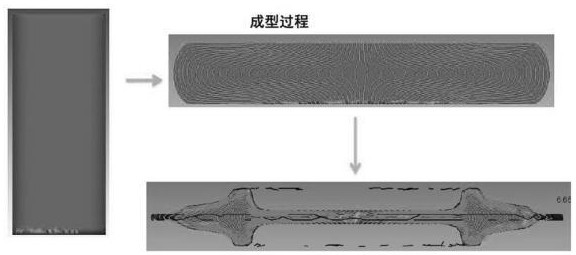
7、步骤四:成型,将坯料按照步骤二再次进行加热,加热后将坯料放置到安装有专用的锻造模具的锻造机上,并采用程控电液锤锻打,通过调节打击力使材料在一定程度上进行成型,获得良好的流线的半成品坯料;
8、步骤五:冲孔,对半成品坯料进行冲孔;
9、步骤六:切边,对半成品坯料进行切边;
10、步骤七:热处理,将切边后的半成品坯料按照步骤二再次进行加热,加热后直接进炉进行保温冷却至500度后,再进行加热至870度,保温,最后直接连退火处理一起做完;
11、步骤八:喷丸,将热处理后的半成品坯料进行喷丸处理;
12、步骤九:粗车。
13、进一步,所述步骤二中的加热温度控制在1100~1150℃。
14、进一步,所述步骤七中保温时间为3小时。
15、进一步,所述专用的锻造模具包括相互配合的上模、下模,所述上模、下模之间设置有塑形的凹槽。
16、进一步,所述步骤一的刚才为100圆规格的钢材。
17、本发明与现有技术相比较,具有以下有益效果:
18、1、通过该工艺,生产出来的产品流线比较高、均匀、致密,沿着环形件断面的外轮廓连续封闭,无紊乱;
19、2、采用锻后直接进炉进行保温冷却至500度后,再进行加热至870度,保温3小时,直接连退火处理一起做完,锻后退火处理,使之获得良好的加工条件和内部组织。
技术特征:
1.一种掘进机用刀盘锻造工艺,其特征在于:具体包括如下步骤,
2.根据权利要求1所述的一种掘进机用刀盘锻造工艺,其特征在于:所述步骤二中的加热温度控制在1100~1150℃。
3.根据权利要求1所述的一种掘进机用刀盘锻造工艺,其特征在于:所述步骤七中保温时间为3小时。
4.根据权利要求1所述的一种掘进机用刀盘锻造工艺,其特征在于:所述专用的锻造模具包括相互配合的上模、下模,所述上模、下模之间设置有塑形的凹槽。
5.根据权利要求1所述的一种掘进机用刀盘锻造工艺,其特征在于:所述步骤一的刚才为100圆规格的钢材。
技术总结
本发明属于锻造工艺技术领域,具体涉及一种掘进机用刀盘锻造工艺,工艺路线:下料、加热、制坯、成型、冲孔、切边、热处理、喷丸、粗车,采用锻后直接进炉进行保温冷却至500度后,再进行加热至870度,保温3小时,直接连退火处理一起做完,锻后退火处理,使之获得良好的加工条件和内部组织,克服了现有技术的不足,解决了现有锻造工艺加工H13材质比较困难的技术难题,通过该工艺生产出来的产品流线比较高、均匀、致密,沿着环形件断面的外轮廓连续封闭,无紊乱。
技术研发人员:樊国锋
受保护的技术使用者:常州利腾机械有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!