一种针对薄壁工件的轴向夹紧力可调工装及其使用方法与流程
本发明属于陀螺仪加工领域,尤其涉及一种针对薄壁工件的轴向夹紧力可调工装及其使用方法。
背景技术:
1、随着科学技术的发展,对机械零件的尺寸精度和形位精度的要求越来越高,在生产过程中,经常会遇到一些薄壁零件的加工,这些薄壁零件往往也是产品装配使用过程中的关键件。薄壁件装夹定位困难,装夹紧固时易变形,定位和夹紧受外力影响产生的零件变形较大,相比普通回转体零件,薄壁类零件例如筒类、套类等的装夹方法是影响零件加工效率与质量的关键,定位装夹选择不当或装夹工装有缺陷都会对零件造成各种各样的变形。
2、依照薄壁件特点,挑选了代表性零件为例进行改进。该零件特点为:零件两侧有小台阶中间处壁薄,中间处单边壁厚0.25mm。加工过程中定位或夹紧时的外力都会使零件产生变形,原工艺方法是用бφ胶粘住工件右端面找正ф30.5外圆,↑<0.004,车外圆ф34成活;车ф30孔2.5尺寸部分及左端面成活,控制尺寸12±0.05。加工过程中胶水的粘稠度和粘贴时间都有要求,胶水太黏粘贴时间过长都会使得零件应力大加工完去胶后零件发生形变。
3、如图2所示的线圈骨架平面结构示意图,a)采用工装装卡工件,以m22×0.5工艺螺纹及左端面定位,留余量切断工艺柄;b)采用工装装卡工件,用бφ胶粘工件右端面,找正ф30.5外圆,↑<0.004,车外圆ф34成活;车ф30孔2.5尺寸部分及左端面成活,控制尺寸12±0.05;用酒精泡取零件,不得残留余胶,
4、如图3所示的胶水粘贴零件示意图,看出以往的加工工艺方法是用胶水粘住零件右面,其加工特点是,胶水只起到连接作用,将零件面与工装面连接上没有其他外向力对零件影响小。此方法缺点为胶水粘贴固化时间长,粘接后需用温箱烤干并冷却至室温。并且此方法对工人技术水平要求较高,胶水涂抹不均匀和粘贴时间长也会对零件产生应力影响,手工粘接强度一致性也较差。此外,零件加工完成后还需用酒精泡取零件,加工步骤繁琐效率低。
5、在零件加工过程中,不同的夹持方式会对薄壁件施加不同的约束力,进而影响其加工变形行为。夹持力的大小和分布、夹具的刚度和刚性,以及夹具和工件的接触情况都会对加工变形产生重要影响。此外,装夹方式还需考虑薄壁件的材料特性和几何形状,薄壁件通常具有较高的长度与厚度比,使其在加工过程中更易发生变形。较薄的壁厚使得零件的径向刚度较差,承受径向载荷能力较弱,在受到外力作用时会发生明显形变。装夹时产生的变形会影响其基准面精度,从而影响加工精度,进而影响整个产品。
6、因此,需要设计一专用工装来解决薄壁件的装夹问题,使装夹加工效率提高并保证形位质量。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种针对薄壁工件的轴向夹紧力可调工装及其使用方法,该工装降低了装夹难度,降低了对工人技术水平的要求,且装夹一致性高装夹变形小,使加工良品率提高50%。
2、本发明是通过如下技术方案予以实现:
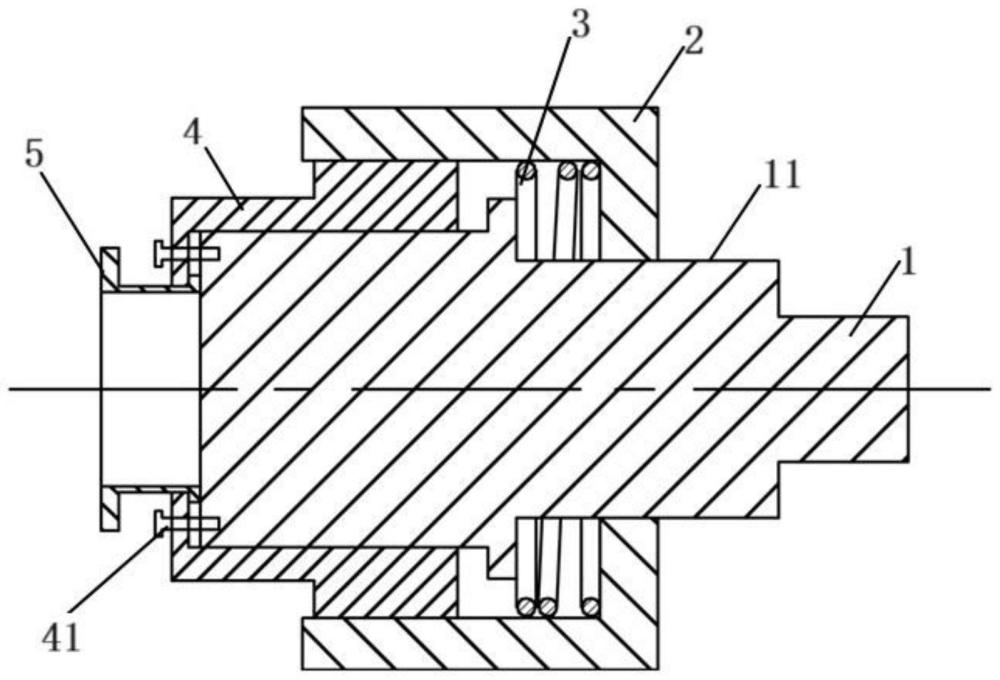
3、一种针对薄壁件的轴向夹紧力可调工装,包括:压盖、胎体、压片、夹紧力可调机构,所述压盖制有螺纹;所述胎体外部套装所述压盖,所述胎体制有台阶及四个定位孔;所述压片与所述胎体的台阶的一侧套装,所述压片设有四个定位销,且与所述定位孔一一对应安装,所述夹紧力可调机构包括弹簧,所述弹簧安装在所述台阶的另一侧,且安装在胎体与压盖之间。
4、进一步地,所述夹紧力可调机构还包括刻度,所述刻度施加在胎体上。
5、进一步地,所述压片制有与所述压盖相对应的螺纹。
6、所述的轴向夹紧力可调工装的使用方法,包括如下步骤:
7、步骤1,清洗薄壁工件,对薄壁工件进行去绣、去毛刺处理;
8、步骤2,清洗轴向夹紧力可调工装,保证定位台处光洁;
9、步骤3,将薄壁工件放入定位环,确保薄壁工件定位面与胎体表面贴合,定位环需完全套入工件内部;
10、步骤4,清洁压片,确保压片压紧处无油渍;
11、步骤5,安装压片,确保压片压紧处与薄壁工件贴合且工件不发生形变;
12、步骤6,安装定位销,保证压片与胎体的同轴度,首件调试定位销安装完成后,批量加工无须每件进行调整;
13、步骤7,安装弹簧,压紧弹簧使其压缩;
14、步骤8,安装压盖,确保压盖与压片螺纹配合无误,以实现定位压紧;
15、步骤9,悬紧压盖至规定刻度,确保工件夹紧且无变形。
16、进一步地,选定薄壁工件φ31.2端面作为装夹定位基准,小端面与工装接触面小限位单一准确,采用轴向压紧方式并限制压片锁紧时的轴向旋转自由度,使得工装在压紧过程中只有轴向一个方向力。
17、本发明的优点和积极效果是:
18、(1)使用轴向夹紧力可调工装加工线圈骨架多个批次,该装夹方式减少了胶粘过程的等待时间,使装夹时间显著缩短,提高加工效率150%。
19、(2)该工装降低了装夹难度,降低了对工人技术水平的要求,且装夹一致性高装夹变形小,使加工良品率提高50%。
20、(3)该工装适用于同类薄壁件加工,对薄壁零件加工过程中定位装夹容易使零件变形的问题具有一定的参考价值。
技术特征:
1.一种针对薄壁工件的轴向夹紧力可调工装,其特征在于,包括:
2.根据权利要求1所述的轴向夹紧力可调工装,其特征在于,所述夹紧力可调机构还包括刻度(11),所述刻度(11)施加在胎体(1)上。
3.根据权利要求1所述的轴向夹紧力可调工装,其特征在于,所述压片(4)制有与所述压盖(2)相对应的螺纹。
4.根据权利要求1~3任一项权利要求所述的轴向夹紧力可调工装的使用方法,其特征在于,包括如下步骤:
5.根据权利要求4所述的轴向夹紧力可调工装的使用方法,其特征在于,选定薄壁工件(5)φ31.2端面作为装夹定位基准,小端面与工装接触面小限位单一准确,采用轴向压紧方式并限制压片(4)锁紧时的轴向旋转自由度,使得工装在压紧过程中只有轴向一个方向力。
技术总结
本发明属于陀螺仪加工领域,尤其涉及一种针对薄壁工件的轴向夹紧力可调工装及其使用方法,包括压盖、胎体、压片、夹紧力可调机构,所述压盖制有螺纹;所述胎体外部套装所述压盖,所述胎体制有台阶及四个定位孔;所述压片与所述胎体的台阶的一侧套装,所述压片设有四个定位销,且与所述定位孔一一对应安装,所述弹簧夹紧力可调机构包括弹簧,所述弹簧安装在所述台阶的另一侧,且安装在胎体与压盖之间。该工装降低了装夹难度,降低了对工人技术水平的要求,且装夹一致性高装夹变形小,使加工良品率提高50%,该装夹方式减少了胶粘过程的等待时间,使装夹时间显著缩短,提高加工效率150%。
技术研发人员:张恺,王晨旭,付天章,海洲,赵文宇,刘勇
受保护的技术使用者:中国船舶集团有限公司第七〇七研究所
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!